Дізнайтеся чому 6061 Алюмінієва пластина протектора T6 забезпечує 310 MPA на розрив MPA, Вища резистентність до корозії, і надійний захист від ковзання. Дослідіть механічні властивості, Специфікації ASTM B632, керівництво з проектування конструкції, і найкращі практики виготовлення — усе в одному авторитетному довіднику.




6061 Алюмінієва накладка на протектор T6 є одним із найпоширеніших і універсальних структурних алюмінієвих виробів у світовому промисловому використанні.
Поєднання 6061 хімічний склад магнієво-кремнієвого дисперсійного зміцнення сплаву з піковим відпуском T6 забезпечує матеріал виняткового співвідношення міцності до ваги, надійна стійкість до корозії, і широка сумісність виготовлення — все це виражається через характерну рельєфну поверхню, яка визначає протекторну пластину як категорію продукту.
Ця стаття містить вичерпну інформацію, багатоперспективне дослідження 6061 Алюмінієва накладка T6, охоплюючи її металургійні основи, термічної обробки науки, шаблон дизайну, механічні та фізичні властивості, виробничий процес, стандарти розмірів, промислове застосування, захист від корозії, інженерно-будівельний проект, практики виготовлення, гарантія якості, порівняльний аналіз, Екологічна стійкість, динаміка ринку, і траєкторії майбутніх інновацій.
Орієнтація на інженерів-будівельників, інженери-технологи, Фахівці закупівель, матеріалознавці, і виробники, цей довідник синтезує сувору технічну глибину з практичним розумінням галузі приблизно 12,000 слова.
The 6Алюмінієві сплави серії xxx виділяється магнієм (Mg) і кремній (І) як основні легуючі елементи.
Ці два елементи поєднуються під час термічної обробки, утворюючи інтерметалічну сполуку Mg₂Si (силіцид магнію), який служить основним зміцнюючим осадом у сплавах 6xxx.
Серія 6xxx займає унікальне місце серед алюмінієвих сплавів: він забезпечує рівень міцності, що піддається термічній обробці, що значно перевищує показники серій 3xxx і 5xxx без термообробки, в поєднанні зі зварюваністю, стійкість до корозії, і універсальність виготовлення перевершує більш міцний 2xxx (на основі міді) і 7xxx (на основі цинку) серії сплавів.
Серед сплавів серії 6xxx, 6061 на сьогоднішній день найбільш широко виробляється і використовується в усьому світі — позиція, яку вона займає протягом десятиліть завдяки своїй добре збалансованій комбінації міцності, стійкість до корозії, зварюваність, і оброблюваність.
Вперше розроблений у 1930-х роках під позначенням 61S, він залишається еталонним сплавом, за яким часто оцінюють нові сплави 6xxx.
Huawei 6061 Алюмінієва пластина протектора T6
Хімічний склад 6061 алюміній визначається міжнародними стандартами, включаючи ASTM B209 (Сполучені Штати), IN 573-3 (Європа), і GB/T 3880 (Китай).
Номінальний склад і допустимі діапазони є:
| елемент | Діапазон складу (%) | Основна функція |
| Алюміній (Ал) | Залишок (≥95,8) | Первинна матриця |
| магній (Mg) | 0.80 – 1.20 | Утворює осад Mg₂Si; первинний зміцнювач |
| Кремній (І) | 0.40 – 0.80 | Утворює осад Mg₂Si; зміцнювач |
| Мідь (Cu) | 0.15 – 0.40 | Зміцнення твердого розчину; підвищує ризик СКК |
| Хром (кр) | 0.04 – 0.35 | Пригнічення росту зерна; стійкість до корозії |
| Залізо (Fe) | ≤ 0.70 | Нечистість; контролюється для обмеження грубих інтерметалідів |
| Марганець (Мн) | ≤ 0.15 | Домішка стеля; зерновий контроль |
| Цинк (Zn) | ≤ 0.25 | Домішка стеля |
| Титан (з) | ≤ 0.15 | Подрібнення зерна під час лиття |
| інші (кожен) | ≤ 0.05 | Контроль домішок |
| інші (всього) | ≤ 0.15 | Загальна стеля домішок |
Магній і кремній (Система Mg₂Si): Mg:Якщо система в 6061 становить приблизно 1.73:1 за вагою, близьке до стехіометричного співвідношення Mg₂Si (1.73:1).
Цей баланс забезпечує максимальне осадження Mg₂Si під час старіння, забезпечення механізму первинного зміцнення.
Надлишок кремнію за межами стехіометрії Mg₂Si сприяє додатковому зміцненню твердого розчину та опадів елементарними частинками Si.
Мідь: На 0,15–0,40%, мідь забезпечує додаткове зміцнення твердого розчину та сприяє дисперсійному зміцненню через утворення CuAl₂ (θ фаза) випадає в осад під час старіння.
Проте, мідь також підвищує сприйнятливість до міжкристалітної корозії та, при більш високих концентраціях, корозійне розтріскування під напругою.
Відносно низький вміст міді в 6061 являє собою навмисний баланс між підвищенням міцності та корозійними характеристиками.
Хром: Додавання хрому в кількості 0,04–0,35% служить двом цілям: гальмування рекристалізації під час гарячої обробки (підтримання більш тонкого, більш міцна зерниста структура) і сприяє загальній стійкості до корозії шляхом зміни електрохімічної поведінки поверхні сплаву.
Хромвмісні дисперсоїди (Al₇Cr та споріднені фази) є ефективними перешкодами для міграції меж зерен.
Залізо: Залізо є домішкою в 6061, контролюється до ≤0,70%. Залізо утворює грубі Al₃Fe та Al₆(FeMn) інтерметалічні фази, що знижують пластичність і в'язкість.
Посилений контроль заліза — нижче 0.40% — визначено для матеріалів аерокосмічного класу, де в’язкість і показники втоми є критичними.
| Власність | 6061 | 5052 | 3003 | 6063 | 7075 |
| Міцність на розрив (Т6, МПа) | 310 | 228 | 130 | 241 | 572 |
| Межа текучості (Т6, МПа) | 276 | 193 | 115 | 214 | 503 |
| Стійкість до корозії | добре | Чудово | Чудово | добре | Помірний |
| Зварюваність | добре | Чудово | Чудово | добре | Бідний |
| Оброблюваність | добре | Ярмарок | Ярмарок | Ярмарок | добре |
| Тепло підлягає лікуванню | Так | Немає | Немає | Так | Так |
| Відносна вартість | Помірний | Низький–Помірний | Низький | Помірний | Високий |
| Використання протекторної пластини | Первинно-структурний | Морський/відкритий | Легкий обов'язок | Декоративний | Лише аерокосмічна |
6061Позиція компанії як домінуючого сплаву протекторної пластини відображає його унікальне поєднання справжньої міцності конструкції (здатний перевозити значні живі та мертві вантажі), прийнятна стійкість до корозії для більшості робочих середовищ, і універсальність виготовлення, що дозволяє різати, згинання, зварювання, і механічна обробка стандартними цеховими методами.
6061 Алюмінієва накладка на протектор T6 з різними візерунками
Позначення температури алюмінієвого сплаву визначено ANSI H35.1 (Сполучені Штати) і еквівалент ISO 2107 стандарт.
Позначення температури повідомляє історію термічної та механічної обробки матеріалу після лиття або гарячої обробки.
Для термічно оброблених сплавів, таких як 6061, температури серії T вказують на конкретну послідовність термічної обробки розчину та старіння.
Темпер T6 спеціально вказує: розчин термічної обробки, а потім штучного старіння — це означає, що сплав був повністю розчин термічної обробки при високій температурі, швидко гаситься, а потім штучно зістарюють при проміжній температурі до максимальної міцності.
Розчин термічна обробка (SHT): Перший етап обробки Т6 передбачає нагрівання 6061 матеріал до температури 529°C ± 6°C (зазвичай 520–535°C) і витримування протягом достатнього часу для розчинення Mg₂Si та інших розчинних фаз у твердому розчині в алюмінієвій матриці.
Час витримки залежить від товщини зрізу: типово 30 хвилин для тонкого листа, 1–4 години для товстої тарілки. Об’єктом є перенасичений твердий розчин Mg і Si в алюмінії — термодинамічно нестабільний стан, що є передумовою для подальшого дисперсійного твердіння..
Рівномірність температури є критичною; AMS 2770 (специфікація аерокосмічної термообробки) вимагає рівномірності температури ±6°C по всьому завантаженню. Для комерційних протекторів, Зазвичай вказується ±8°C.
гасіння: Відразу після закінчення ШТ, матеріал повинен бути швидко загартований до кімнатної температури, щоб придушити випадання Mg₂Si під час охолодження, збереження перенасиченого твердого розчину.
Гартування холодною водою (занурення у воду з температурою нижче 40°C) є найефективнішим методом, досягаючи швидкості охолодження на поверхні в кілька сотень градусів Цельсія в секунду.
Примусове гасіння повітрям використовується там, де критично важливо контролювати спотворення, приймаючи трохи нижчі пікові властивості.
Температура, при якій матеріал виходить із гарту, повинна бути нижче 70°C, щоб забезпечити повне придушення опадів під час охолодження..
Погасити чутливість — схильність до втрати міцності від повільного гарту — помірна в 6061 порівняно зі сплавами з більшим вмістом міді, що робить його відносно стійким до коливань швидкості гасіння в товстих прорізах.
Тим не менш, товста протекторна пластина (вище 6 мм недорогоцінний метал) можуть демонструвати градієнти властивостей поверхня-ядро через різницю в швидкостях загартування.
Штучне старіння: Наступне гасіння, перенасичений твердий розчин витримується при 177°C ± 6°C (типовий діапазон 170–180°C) протягом 8-12 годин. Під час старіння, Преципітати Mg₂Si зароджуються і ростуть через послідовність метастабільних фаз-попередників: Зони ГП → β” (голчасті когерентні виділення) → b' (паличкоподібні напівзв'язні) → б (Mg₂si, незв'язний).
Пікова міцність (Т6 стан) відповідає переважанню β” і дрібних β’ опадів, які максимально когерентні з алюмінієвою матрицею та забезпечують найбільший опір руху дислокацій.
Послідовність осадження та отримані властивості критично чутливі до часу старіння та температури. Недостаріння (недостатній час або температура) залишає сплав у стані Т4 — частково зістарений, з меншою міцністю.
Надмірне старіння після піку T6 знижує міцність, оскільки осад грубіє та втрачає когерентність, перехід до Т7 (перестарілий) темперамент.
Виробничий контроль параметрів старіння з точністю до ±5°C і ±30 хвилин є важливим для стабільного досягнення властивості T6.
Контраст між відпаленими (О вдача) і Т6 6061 алюміній ілюструє дивовижну силу дисперсійного твердіння:
| Власність | 6061-О (Відпалений) | 6061-Т6 | Фактор покращення |
| Межа міцності на розрив (МПа) | 124 | 310 | 2.5× |
| Межа текучості (МПа) | 55 | 276 | 5.0× |
| Твердість за Брінеллем (HB) | 30 | 95 | 3.2× |
| Подовження при розриві (%) | 25 | 12 | 0.5× (зменшений) |
| Втомна міцність (МПа) | ~ 62 | ~97 | 1.6× |
П'ятикратне збільшення межі текучості від О до Т6 відбувається за рахунок зниження пластичності (подовження вдвічі) і дещо знижена в'язкість руйнування.
Для протекторних плит — де головною вимогою є міцність і жорсткість для перенесення навантажень, а не здатність до холодного формування — цей компроміс цілком доречний.
| Вдача | Обробка | UTS (МПа) | YS (МПа) | Подовження (%) | Первинне використання |
| О | Відпалений | 124 | 55 | 25 | Холодне формування, згинання |
| Т4 | SHT + природний вік | 241 | 145 | 22 | Помірна міцність, формальний |
| Т6 | SHT + штучний вік | 310 | 276 | 12 | Структурний, навантаження |
| T651 | Т6 + знятий стрес | 310 | 276 | 12 | Тарілка; покращена площинність |
| T6511 | Екструдований, SHT + вік + незначна холодна робота | 290 | 255 | 8 | Екструзії |
Позначення T651 — T6 зі зняттям напруги шляхом розтягування — зазвичай вказується для товстих пластин, де важлива стабільність розмірів під час обробки., оскільки операція розтягування зменшує залишкові напруги, що виникають при загартуванні.
Для проступної пластини, який зазвичай виробляється в калібрах, де залишкова напруга менш критична, Стандарт T6 є домінуючою специфікацією.
Алюмінієва накладка на протектор для пікапів
Визначальна характеристика протекторної пластини — також відомої як шашка, алмазна пластина, або плита дурбар — рельєфний візерунок на одній або обох поверхнях листа або пластини.
Цей шаблон одночасно виконує кілька функцій: це забезпечує стійкість до ковзання для персоналу, що йде по поверхні; додає поверхні жорсткість (момент інерції) на плиту без додавання плоскорозкатаної маси; він забезпечує візуально відмінну естетику, яка широко асоціюється з промисловою якістю; і він служить поверхнею для зношування, яка захищає основний метал від прямого контакту та стирання.
Візерунок формується під час гарячої прокатки шляхом пропускання алюмінієвої смуги через валки, у яких на поверхні одного валку нанесений малюнок, зворотний бажаному.. Коли гарячий алюміній проходить через зазор валків, візерунок вибитий на поверхні м’якого металу з високою точністю.
Односмуговий візерунок: Єдине підняте ребро, що йде паралельно напрямку кочення. Рідко використовується в конструкціях; іноді використовується в декоративних контекстах або там, де особливо потрібна односпрямована стійкість до ковзання.
Візерунок із двома смугами: Два паралельних ребра під невеликим кутом до напрямку кочення. Забезпечує покращений опір ковзанню в поперечному напрямку в порівнянні з односмуговим малюнком. Використовується на деяких ринках Європи та Азії.
Трибарний (Трибарний) Візерунок: Три паралельні ребра приблизно під кутом 30–45 градусів до напрямку кочення, розташовані в повторюваній діагональній послідовності. Поширений на європейських ринках і в деяких морських додатках. Забезпечує хороший опір різноспрямованому ковзанню.
П'ятитактний (Алмаз/шашка) Візерунок: Найбільш поширений малюнок протектора в усьому світі, особливо на ринках Північної Америки. Складається з п'яти подовжених піднятих ребер, розташованих у характерному радіальному малюнку від центральної точки, створення ромбовидного повторюваного мотиву по всій поверхні пластини. Малюнок з п'яти смуг забезпечує відмінний опір ковзанню в різних напрямках, висока естетична привабливість, і є стандартною схемою для більшості видів транспорту, будівництво, і промислове застосування.
Сочевиця (Кругла точка) Візерунок: Візерунок із піднятих напівсферичних або сочевицеподібних виступів, розташованих у правильній сітці. Поширений на певних європейських ринках і в спеціальних програмах. Забезпечує всеспрямований опір ковзанню.
Спеціальні та власні шаблони: Деякі виробники виробляють власний дизайн візерунків, оптимізований для конкретних критеріїв ефективності — максимальна ефективність проти ковзання, мінімальне додавання ваги візерунка, або відмінна естетична ідентичність. Зазвичай вони дорожчі через спеціалізований роликовий інструмент.
Розмірні характеристики малюнків протекторів визначено в ASTM B632 (для алюмінієвих протекторів на ринках Північної Америки) та EN 1386 (Європейський стандарт).
Ключові геометричні параметри включають:
ASTM B632 визначає допуски висоти шаблону ±0,25 мм для стандартних шаблонів і вимагає, щоб усі вказані розміри шаблону підтримувалися в діапазоні допуску.
Опір ковзанню поверхонь протекторних пластин характеризується коефіцієнтом тертя (Квап) між поверхнею пластини та еталонним матеріалом стопи чи підошви взуття.
ASTM D2047 і ASTM F609 із посиланням на OSHA надають методи випробувань для вимірювання опору ковзанню. Сухий COF для 6061 П'ятибарна пластина протектора T6 зазвичай перевищує 0.6 (проти стандартних матеріалів зі шкіри та гуми) — значно перевищує загальний галузевий поріг OSHA 0.5 для робочих поверхонь для ходьби.
Вологий COF значно нижчий — зазвичай 0,3–0,5 — що відображає ефект змащування води на гладких металевих поверхнях між піднятими ребрами..
Протиковзкі характеристики протекторної пластини покращені:
Наступні механічні властивості характерні для алюмінію 6061-T6 у формі листа та плити відповідно до ASTM B209 та ASTM B632:
| Власність | Значення | Тестовий стандарт |
| Межа міцності на розрив (UTS) | 310 МПа (45 ksi) | ASTM E8 |
| Межа текучості (0.2% зсув) | 276 МПа (40 ksi) | ASTM E8 |
| Подовження при розриві (50 мм) | 8–12% | ASTM E8 |
| Твердість за Брінеллем | 95 HB | ASTM E10 |
| Твердість по Роквеллу | 60 HRB | ASTM E18 |
| Міцність на зсув | 207 МПа (30 ksi) | — |
| Міцність підшипника (остаточний) | 607 МПа (88 ksi) | — |
| Міцність підшипника (врожайність) | 386 МПа (56 ksi) | — |
| Втомна міцність (5×10⁸ циклів) | ~97 МПа (14 ksi) | ASTM E466 |
| Модуль пружності (E) | 68.9 ГПа (10,000 ksi) | — |
| Модуль зсуву (G) | 26.0 ГПа (3,770 ksi) | — |
| Коефіцієнт Пуассона | 0.33 | — |
Слід зазначити, що малюнок протекторної пластини створює локальні концентрації напруги в основі ребер під час згинання та втомного навантаження..
Для конструктивних розрахунків слід використовувати товщину основного металу (не загальна висота шаблону) для розрахунків властивостей розділу, і проектування на втому повинно включати відповідні коефіцієнти концентрації напруги.
| Власність | Значення |
| Щільність | 2.70 г/см³ (0.0975 фунт/дюйм³) |
| Теплопровідність | 167 Вт/м·К |
| Електропровідність | 43% МАКС |
| Коефіцієнт теплового розширення | 23.6 мкм/м·°C (13.1 мкдюйм/дюйм·°F) |
| Питома теплоємність | 896 Дж/кг·К |
| Діапазон плавлення | 582–652°C (1,080–1205°F) |
| Відповідь на анодування | Чудово |
Щільність 6061-Т6 у 2.70 г/см³ становить приблизно одну третину від сталі (7.85 г/см³). Ця фундаментальна відмінність властивостей є основою для економії ваги, що робить алюмінієву протекторну пластину кращою, ніж сталь, у чутливих до ваги застосуваннях, таких як транспорт, мобільне обладнання, та аерокосмічної наземної підтримки.
6061-T6 демонструє хорошу або помірну стійкість до корозії для алюмінієвого сплаву. Природний оксид алюмінію (Al₂O₃) шар, який спонтанно утворюється на поверхні сплаву, забезпечує значний захист від корозії в атмосфері, прісноводний, і м'які хімічні середовища.
Проте, кілька механізмів корозії мають відношення до протекторної плити 6061-T6 в експлуатації:
Загальна атмосферна корозія: 6061-T6 добре працює в сільській місцевості та більшості міських атмосферних середовищ, розвивається лише поверхневе окислення поверхні (косметичний пітинг) протягом тривалого періоду впливу без значної структурної деградації.
Морські середовища: Іони хлориду в прибережних і морських середовищах можуть руйнувати пасивний оксидний шар, ініціюючи точкову корозію. 6061-T6 менш стійкий, ніж сплави серії 5xxx (як от 5052 або 5083) у морському середовищі, насамперед завдяки вмісту міді. Для агресивних морських застосувань, анодування, живопис, або заміна сплаву (до 5052 або 5086) слід враховувати.
Міжкристалічна корозія: Мідьвмісні межі зерен 6061-T6 сприйнятливі до міжкристалічної корозії в агресивних хлоридних середовищах. Це може призвести до відшарування (розшарування поверхневих шарів) у важких випадках.
Корозійне розтріскування під напругою (SCC): 6061-T6 демонструє помірну стійкість до SCC. Цей сплав значно стійкіший до SCC, ніж сплави з високим вмістом міді серії 2xxx або сплави з високим вмістом цинку серії 7xxx, але менш стійкий, ніж безмідний 5xxx або 6063 сплавів. SCC, як правило, не викликає занепокоєння при застосуванні протекторної пластини, якщо стійкі напруги розтягування не збігаються з агресивним хімічним впливом.
Гальванічна корозія: Коли 6061-T6 знаходиться в електричному контакті з більш благородними металами (мідь, нержавіюча сталь, вуглецева сталь) у присутності електроліту, може виникнути гальванічна корозія алюмінію. Ізоляційні матеріали (пластикові шайби, герметичні бар'єри) слід використовувати в місцях контакту з різними металами.
Оброблюваність: 6061-T6 оцінюється як хороший сплав для обробки. Жорсткий характер T6 виробляє короткий, зламана стружка, що полегшує механічну обробку, і сплав можна обробляти на високих швидкостях з відмінною обробкою поверхні за допомогою твердосплавного інструменту. Оброблюваність оцінюється приблизно 50% відносно вільнообробленого сплаву 2011-Т3 (оцінений 100%).
Зварюваність: 6061-T6 можна зварювати MIG (GMAW) і тиг (GTAW) процеси, але зварювання вводить важливий розгляд властивості: Тепло зварювання локально повторно розчиняє та/або перестарює мікроструктуру T6 у зоні термічного впливу (Хаз), зниження міцності приблизно до рівня T4 або рівня відпалу в межах приблизно 25–50 мм від центральної лінії зварного шва. Це зниження міцності ЗТВ має бути враховано при проектуванні конструкції — Посібнику з проектування алюмінію (ADM) визначає знижені допустимі напруги в зонах ЗТВ.
Формованість: У Т6 темпер, 6061 має обмежену здатність до холодного формування. Згинання з малими радіусами може призвести до розтріскування на зовнішній поверхні згину. Мінімальний радіус вигину для матеріалу T6 становить від 2t (подвоєна товщина матеріалу) для тонких калібрів до 4 т або більше для більш товстих калібрів. Де потрібне значне формування, кращим підходом є робота в стані Т4 або відпаленому стані з подальшою повторною термічною обробкою до Т6.
Ящик інструментів Використовується 6061 Алюмінієва пластина протектора T6
Виробництво 6061 Протекторна плита T6 починається з підготовки сплаву на первинному або вторинному алюмінієвому заводі. Алюміній високої чистоти (типово 99.7% Ал) розплавляється і заряджається точними добавками магнію, кремній, мідь, і хромових лигатур для досягнення мети 6061 склад.
Зернорафінуючий титан-бор (Ti-B) лигатура додається в розплав безпосередньо перед литтям для сприяння тонкості, рівновісна зерниста структура в затверділому слябі.
Великі плити прокату (зазвичай товщиною 400-600 мм, 1,000– ширина 2000 мм, і 4000–8000 мм завдовжки) виробляються прямим охолодженням (DC) напівбезперервне лиття, в якому алюмінієвий розплав заливають у водоохолоджувану форму, з якої безперервно витягується застигаючий сляб.
Після цього готові сляби гомогенізують при приблизно 560–580 °C протягом 4–12 годин для розчинення розчинних фаз., усунення градієнтів складу від затвердіння, і сфероїдизувати інтерметалічні частинки. Гомогенізація має важливе значення для сталої поведінки гарячої прокатки та властивостей кінцевого продукту.
Перед гарячою прокаткою, поверхні плит скальповані (торцево-фрезерований) для видалення відокремленого зовнішнього шару, що утворився під час затвердіння, забезпечення дефектів поверхні, включення, а хімічні зміни не поширюються на готовий продукт.
Гомогенізовані сляби попередньо нагрівають у штовхальних печах або печах з крокуючими балками до 450–520 °C і гаряче прокатують на реверсивних або тандемних гарячих станах.
Прогресивне зменшення товщини застосовується за кілька проходів, з проміжним підігрівом при необхідності, поки смужка не досягне цільової товщини перенесення (зазвичай 4–15 мм залежно від кінцевих вимог до калібру).
Критичний і унікальний етап у виробництві протекторної плити відбувається в одному з останніх проходів гарячої прокатки: стрічка проходить через валкову клеть, в якій один рулон (зазвичай нижній робочий валок) несе в собі негатив (зворотний) малюнка протектора, врізаного в його поверхню.
Коли гаряча стрічка проходить через цей зазор валка, м'який алюміній вдавлюється в порожнини візерунка, точне відтворення геометрії малюнка на поверхні пластини.
Конструкція рулону візерунка — включаючи кут ребра, висота, крок, і кути осідання — це важлива інженерна дисципліна, яка визначає якість продукту та термін служби рулонів.
Шаблонні ролики виготовляються з високохромистих або швидкорізальних інструментальних сталей, точна обробка та шліфування до точних допусків.
Контроль калібру під час гарячої прокатки пластини протектора вимагає особливої уваги, оскільки шаблонний валок застосовує різний тиск по всій ширині валка, ускладнення автоматизованого вимірювального контролю (AGC) відповідь системи.
Сучасні гарячі стани використовують АРУ з прямим зв’язком і зворотним зв’язком, щоб підтримувати товщину основного металу в межах специфікації незалежно від сил тиснення малюнка.
Наступна гаряча прокатка (і, якщо потрібно, холодна прокатка до остаточного калібру), пластина повинна бути термічно оброблена розчином для досягнення властивостей T6. Для проступної пластини, SHT виконується в одній з двох конфігурацій:
Безперервна піч (роликовий вогнище): Плита проходить через довгу тунельну піч на конвеєрних роликах з контрольованою швидкістю, досягнення цільової температури та часу замочування. Печі безперервної дії забезпечують високу продуктивність і відмінну однорідність температури для тонкого матеріалу, але вимагають ретельного профілювання швидкості та температури для більш товстих листів, щоб забезпечити просочування по всій товщині..
Періодична піч (циркуляція повітря): Плити укладаються на лотки печі-вагона і обробляються в пакетному режимі. Пакетна обробка дозволяє збільшити час замочування для товстих плит і забезпечує більшу гнучкість для нестандартних розмірів, але вимагає ретельного укладання та розподілу для рівномірності температури.
Після SHT, пластини гартуються шляхом занурення в резервуар для гартування водою або розпиленням води. Гасіння має бути розпочато всередині 15 секунд виходу плити з печі (за AMS 2770 вимоги) щоб звести до мінімуму осадження грубого Mg₂Si під час перенесення, що погіршить кінцеві властивості.
Загартовані плити переміщують у печі для старіння, що працюють при 177°C ± 6°C. Пластини витримують 8–12 годин при температурі.
Однорідність температури печі старіння перевіряється дослідженнями термопар відповідно до AMS 2770 перш ніж кваліфікувати піч для витримки T6. Після старіння, пластини охолоджують повітрям до кімнатної температури.
Комбінований ШТ + Цикл старіння для протекторної пластини T6 є значним капіталовкладенням та інвестиціями енергії.
Сучасні установки досягають значної енергоефективності завдяки системам рекуперації тепла печей, оптимізовані методи завантаження, і прогнозне керування процесом, яке мінімізує повторну обробку через властивості, що виходять за специфікації.
Загартування створює залишкові напруги та викривлення в алюмінієвій пластині внаслідок диференціального теплового стиснення. Після старіння, пластини вирівнюються натягом або валиком для виправлення площинності.
Вирівнювання натягу — проходження пластини через затискачі підтяжки під контрольованим навантаженням — особливо ефективно для усунення кривизни без пошкодження малюнка.
Допуск на площинність протекторної пластини вказано в ASTM B632.
Плити нарізаються циркулярною пилкою до готових розмірів, зсув, або плазмове різання, залежно від товщини та необхідної якості краю.
Зняття задирок з країв усуває гострі задирки, які можуть спричинити травми або проблеми з підгонкою під час встановлення.
Варіанти обробки поверхні — анодування, живопис, або порошкове покриття — наносяться після завершення всієї механічної обробки, оскільки ці обробки забезпечують остаточний захист від корозії та естетичний захист протягом усього терміну служби продукту.
Вимоги до розмірів і властивостей 6061 Алюмінієва пластина протектора T6 регулюється:
| Стандартний | Орган видачі | Область застосування |
| ASTM B632 | ASTM International | Накладка протектора з алюмінієвого сплаву — основний північноамериканський стандарт |
| ASTM B209 | ASTM International | Листи та плити з алюмінію та алюмінієвих сплавів |
| IN 1386 | CEN (Європа) | Алюміній і алюмінієві сплави — протекторні пластини |
| GB/T 3880 | SAC (Китай) | Плита з алюмінію та алюмінієвих сплавів, лист, і смуга |
| AMS 2770 | SAE International | Термічна обробка деформованих деталей з алюмінієвих сплавів |
| AMS-QQ-A-250/11 | SAE International | Алюмінієвий сплав 6061 плита і лист |
| Посібник з дизайну алюмінію | Алюмінієва асоціація | Конструкція конструкції з алюмінієвими виробами |
ASTM B632 визначає товщину основного металу протектора від 1.27 мм (0.050 в) до 12.70 мм (0.500 в).
Стандарт визначає «товщину основного металу» як товщину плоского металу під шаблоном — розмір, який використовується для структурних розрахунків — за винятком висоти шаблону.
Стандартна ширина листів і плит варіюється від 600 мм до 2,000 мм, з 1,220 мм (48 в) і 1,524 мм (60 в) ширини, найбільш поширеної на ринках Північної Америки.
Зазвичай стандартна довжина 2,440 мм (96 в) і 3,050 мм (120 в), із спеціальними розмірами відрізаної довжини, доступними в сервісних центрах.
Допуски по товщині відповідно до ASTM B632 залежать від номінальної товщини та ширини:
| Діапазон товщини основного металу | Толерантність до товщини (±) |
| 1.27 – 3.18 мм | 0.15 – 0.25 мм |
| 3.18 – 6.35 мм | 0.25 – 0.38 мм |
| 6.35 – 12.70 мм | 0.38 – 0.50 мм |
Висота візерунка для стандартного п'ятитактного візерунка коливається від 0.89 мм до 2.03 мм залежно від товщини основного металу, з допусками ±0,25 мм.
На конструкційні розрахунки та закупівлю, вага на одиницю площі протекторної пластини є критичним параметром. Приблизні ваги для загальних калібрів:
| Товщина основного металу (мм) | Блок. вага (кг/м²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Примітка: Фактичні ваги включають приблизно 5–10% додавання матеріалу з рельєфним малюнком відносно еквівалентної плоскої пластини.
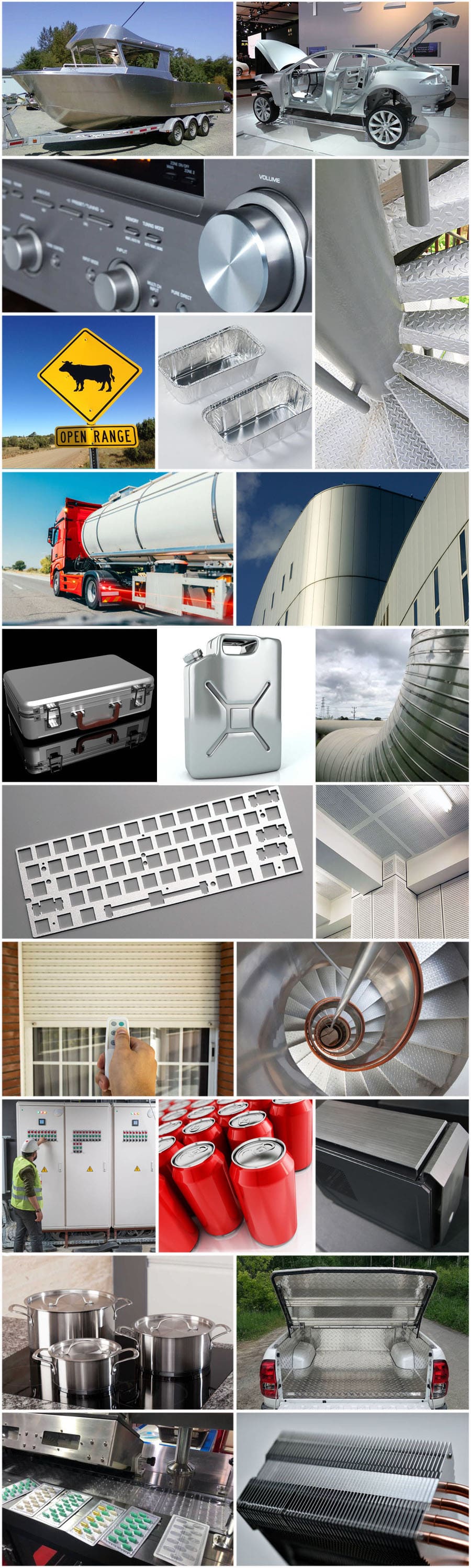
Транспортний сектор є найбільшим споживачем 6061 Алюмінієва пластина протектора T6 у всьому світі.
Високе співвідношення міцності до ваги сплаву, у поєднанні зі стійкістю до корозії та стійкою до ковзання поверхнею, робить його ідеальним для транспортних засобів, де одночасно потрібні вантажопідйомність і безпека.
Підніжки та підніжки для пікапів, позашляховики, фургони, і комерційні транспортні засоби є одними з найпомітніших застосувань, орієнтованих на споживачів.
6061 Підніжки протекторної плити T6 повинні витримувати повторювані динамічні навантаження від пасажирів, які сходять і виходять з транспортного засобу., у поєднанні з впливом дорожньої солі, вологи, і механічний вплив уламків дороги. Висока межа текучості T6 запобігає постійній деформації за цих умов.
Настил причепа для планшета, тваринництво, і закриті вантажні причепи представляють собою великий обсяг конструкційного застосування.
6061 Накладка протектора T6 товщиною основи 3–5 мм забезпечує несучу здатність для допустимої ваги корисного навантаження, утримуючи власну вагу причепа нижче максимально допустимої повної ваги автомобіля (GVWR).
Зниження ваги на 50–60% у порівнянні з еквівалентною сталевою підлогою безпосередньо перетворюється на збільшення вантажопідйомності або підвищення ефективності палива.
Покриття підлоги для автобусів і залізничних транспортних засобів: Для транспортних засобів потрібна підлога, яка б витримувала роки інтенсивного руху пішоходів, є стійким до ковзання для безпеки пасажирів, стійкий до хімічних засобів для чищення, і легкий для енергоефективності.
6061 Протектор T6 відповідає всім цим вимогам і встановлюється в міських автобусах, приміська залізниця, і стандарти закупівель легкових залізничних транспортних засобів у Північній Америці та за кордоном.
Пандуси та док-перевантажувачі: Пластини завантажувальних платформ — використовуються для усунення проміжків між підлогами складських доків і кузовами причепів вантажівок — є критично важливими елементами безпеки, які повинні витримувати навантаження навантажувача вагою 5000–10 000 кг, але при цьому бути достатньо легкими для переміщення вручну.
6061 Док-пластини протектора T6 забезпечують значне зниження ваги в порівнянні зі сталевими альтернативами, зберігаючи достатню структурну ємність.
Морське середовище є одним з найбільш вимогливих до корозії металевих матеріалів, поєднання солоної води, насиченої хлоридами, УФ-випромінювання, біообростання, і механічні напруги хвильової дії та удару.
У той час як сплави серії 5xxx (зокрема 5052, 5083, 5086) зазвичай забезпечують чудову стійкість до корозії в морських середовищах, 6061 Протекторна пластина T6 знаходить значне застосування в морських умовах, де потрібна її висока міцність і захист поверхні (анодування або фарбування) застосовується для доповнення його властивої стійкості до корозії.
Настил човна та підлога кабіни: Розважальне та комерційне судно має палубу 6061 Протектор T6 забезпечує стійкість до ковзання у вологих умовах, що є критичним для безпеки екіпажу. Анодована обробка захищає від впливу солоної води та ультрафіолету.
Трапи, пандуси для посадки, і доріжки для пірсу: З’єднання «берег-судно» та «пірс-пірс» мають пропускати пішохідний рух, охоплюючи різні проміжки, вимагають жорсткості та міцності конструкції. 6061 T6 задовольняє ці вимоги, зберігаючи керовану вагу для ручного регулювання.
Сходи та решітки для морських платформ: Стаціонарні морські платформи та плавучі виробничі потужності вимагають неслизьких поверхонь для ходьби в середовищах, де забруднення вуглеводнями та бризки хвиль створюють надзвичайну небезпеку ковзання. 6061 Марші для сходів ступінчастої пластини T6, з відповідною обробкою поверхні, відповідати відповідним стандартам морської та офшорної безпеки (OSHA, ABS, DNV).
У будівельній сфері, 6061 Алюмінієва протекторна пластина T6 виконує як функціональну структурну роль, так і естетичне застосування, де характерна поверхня протекторної пластини цінується як елемент дизайну.
Промислові підлоги та антресолі: Складські антресолі, обладнання платформи, і фабричні накладки в 6061 Протектор T6 забезпечує швидке встановлення, тривалий термін служби при мінімальному обслуговуванні, і конструктивна потужність, достатня для більшості промислових живих навантажень (2.5–7,5 кПа, в залежності від застосування).
Сходові марші та накладки: Вимоги будівельних норм щодо безпеки сходів у комерційних і промислових приміщеннях спонукають до широкого використання компонентів сходів із проступевими плитами. Рельєфний малюнок забезпечує необхідний опір ковзанню; міцність T6 забезпечує достатню вантажопідйомність; алюмінієва поверхня стійка до зовнішніх атмосферних умов, яким піддаються зовнішні сходи.
Інтер'єри ліфтів: Часто зустрічаються внутрішні підлоги комерційних ліфтів 6061 Протекторна пластина T6 завдяки своїй комбінації зносостійкості, легке очищення, структурна адекватність, і естетична привабливість.
Декоративне архітектурне облицювання: Відбиваючий металевий вигляд алюмінієвої пластини протектора, особливо з анодованим або полірованим покриттям, Архітектори дедалі частіше використовують його як елемент дизайну фасадів будівель, обшивка колони, підбадьорювання, та внутрішні архітектурні особливості комерційних і громадських будівель.
Огородження машини та захисні кришки: Корпуси безпеки промислового обладнання та панелі доступу виготовлені з 6061 Протекторна пластина T6 поєднує в собі необхідну структурну жорсткість із малою вагою, що спрощує використання під час обслуговування та зменшує навантаження на рами машини.
Середовища харчової промисловості: Алюміній нерозривно сумісний із застосуванням, що контактує з харчовими продуктами — він нетоксичний, легко очищається, і відповідає вимогам USDA/FDA. 6061 Доріжки та платформи протекторів T6 на підприємствах харчової промисловості витримують суворі протоколи очищення та дезінфекції (очищення парою, їдкі мийні засоби) харчових середовищ.
Подіуми та робочі майданчики: Промислові об’єкти потребують підвищених проходів для доступу до технологічного обладнання, танки, та комунальні послуги. 6061 Подіуми протектора T6 забезпечують необхідну структурну здатність, неслизька поверхня, довгий термін служби, і низькі витрати на технічне обслуговування в складних хімічних і термічних середовищах промислових установок.
Військові специфікації підлоги наземних транспортних засобів, наземне допоміжне обладнання літаків, портативні мостові системи, і майданчики для посадки вертольотів, про які часто згадують 6061 Алюмінієва накладка T6, визнаючи його комбінацію структурних характеристик, ефективність ваги, і стійкість до корозії, що унікально підходить для вимог військового матеріально-технічного забезпечення.
MIL-DTL-32505 і відповідні оборонні специфікації регулюють придбання протекторів військового рівня, часто вимагають повного відстеження матеріалу та сертифікації третьої сторони.
Як детально описано в розділі V.3, 6061-T6 забезпечує хорошу корозійну стійкість у легких і помірних умовах навколишнього середовища.
Для багатьох застосувань протекторної плити — підножки вантажівки, складські підлоги, внутрішній простір елеватора — прокатна або прокатна поверхня забезпечує достатній захист від корозії протягом усього терміну служби виробу лише з регулярним очищенням.
Там, де очікується більш агресивне середовище — прибережна морська зона, контакт солі проти обледеніння в транспортних засобах, вплив на хімічний завод — потрібна обробка поверхні, щоб забезпечити відповідний захист від корозії та термін служби.
Анодування - це електрохімічний процес, при якому алюмінієва поверхня перетворюється на щільну, твердий оксид алюмінію (Al₂O₃) шар шляхом пропускання постійного струму через частину, занурену в електроліт (зазвичай сірчаної кислоти).
Анодний оксидний шар є невід’ємною частиною алюмінієвої підкладки — не є покриттям, яке може відшаровуватися або відколюватися — і забезпечує значно підвищену стійкість до корозії, твердість поверхні, і косметична стійкість.
Тип II (Архітектурний) Анодування: Виробляється в сірчанокислому електроліті при стандартній щільності струму, формування оксидних шарів товщиною 5–25 мкм.
Анодування типу II забезпечує хорошу стійкість до корозії для більшості архітектурних і комерційних застосувань, чудова здатність до фарбування для декоративних кольорових варіантів, і твердість поверхні приблизно 200-300 по Віккерсу (HV) — значно твердіший за основний метал (95 HB ≈ 100 HV).
Тип III (Жорстке анодування): Виробляється при нижчих температурах і вищих густинах струму в сірчаній кислоті (іноді з добавками), формування оксидних шарів товщиною 25–100 мкм.
Жорстке анодування типу III забезпечує твердість поверхні 400–600 HV, що наближається до твердості загартованої сталі, і забезпечує виняткову стійкість до зносу та стирання на додаток до чудового захисту від корозії..
Жорстко анодована пластина протектора призначена для вимогливих застосувань, включаючи наземне допоміжне обладнання літаків, поверхні промислових інструментів, та покриття для військової техніки.
Проблеми з анодуванням протектора: Рельєфний малюнок створює можливість для нерівномірного розподілу щільності струму під час анодування, що може призвести до варіацій товщини на поверхні малюнка.
Якісне анодування протекторної пластини вимагає ретельного проектування кріплення, зворушення ванни, і контроль процесу для досягнення рівномірної товщини оксиду по всій геометрії малюнка.
Системи органічних покриттів забезпечують захист від корозії за допомогою бар’єрного механізму — ізоляції металевої поверхні від вологи навколишнього середовища та електролітів — замість механізму електрохімічної пасивації анодування.
Для накладок на протектор, які піддаються механічному стиранню (пішохідний рух, завантаження автомобіля), Системи покриття повинні поєднувати хорошу адгезію з достатньою твердістю та гнучкістю.
Підготовка поверхні є найважливішим визначальним фактором продуктивності органічного покриття. для 6061 Протектор T6, Підготовка поверхні зазвичай передбачає знежирення лужним миючим засобом, травлення для формування профілю поверхні, і конверсійне покриття (хромат або безхромовий фосфат/цирконат) для забезпечення адгезії та інгібування корозії на межі покриття.
Епоксидна грунтовка + фінішне покриття з поліестеру або поліуретану системи забезпечують відмінну адгезію, хімічна стійкість, та УФ-стійкість для зовнішнього застосування.
Високоякісні епоксидні системи (60–125 мкм ТСП) призначені для найсуворіших вимог щодо захисту від корозії.
Порошкове покриття (термореактивний поліестер, епоксидно-поліефірний гібрид) забезпечує хорошу механічну стійкість, економічність при великих обсягах виробництва, і відсутність викидів розчинників (важливий для екологічної відповідності).
Порошкове покриття 6061 Протектор T6 широко поширений у комерційних архітектурних і транспортних додатках.
Різання циркулярною пилкою є найпоширенішим способом різання 6061 Проступна пластина T6 по довжині та ширині.
Леза з твердосплавними наконечниками з позитивним переднім кутом 3–6°, дрібний крок зубів (6–10 TPI для товстої пластини), і швидкості різання 1500–3500 м/хв забезпечують чисті різи з мінімальними задирками. Для товстої пластини рекомендується використовувати охолоджуючу рідину/мастило.
Плазмова різка дозволяє швидко нарізати пластини будь-якої форми до 25 мм, з помірною якістю краю.
Зона ураження плазмою (ПАЗ) вводить тепло, яке локально відпалює мікроструктуру T6, створення м'якої зони, аналогічної ЗТВ зварювання.
Для конструкцій, де крайові зони є несучими, Краї, вирізані плазмою, повинні бути видалені механічною обробкою.
Гідроабразивне різання забезпечує точне різання без зони теплового впливу, відмінна якість краю, і можливість вирізати складні форми та контури.
Це кращий метод, коли точність розмірів і якість кромки є критичними — індивідуальні сходові марші, декоративні архітектурні елементи, і прецизійні структурні компоненти.
Гідроабразивне різання є повільнішим і дорожчим за метр, ніж плазмове або пильне різання.
Лазерне різання алюмінію можливо, але більш складно, ніж зі сталлю, через високу відбивну здатність і теплопровідність алюмінію.
Волоконні лазери високої потужності (4–12 кВт) за допомогою допоміжного газу азоту можна розрізати алюмінієву протекторну пластину приблизно до 10 мм, але вимагають спеціальних оптичних систем і ретельного вибору параметрів, щоб запобігти опіку поверхні.
Стрижка підходить для протекторної плити товщиною основи приблизно до 4–5 мм, забезпечує швидке прямолінійне різання.
Малюнок протектора може бути дещо спотворений на лінії зрізу, і якість кромки, як правило, нижча, ніж при різанні пилкою або гідроабразивом.
Згинання 6061 Протектор T6 вимагає особливої уваги до мінімального радіусу вигину, щоб уникнути розтріскування на зовнішній поверхні натягу.
Мінімальні радіуси згину, рекомендовані Алюмінієвою асоціацією для листів і пластин 6061-T6::
| Товщина (мм) | Мінімальний радіус вигину (поперечний) | Мінімальний радіус вигину (поздовжній) |
| 1.6 | 3.2 мм (2t) | 4.8 мм (3t) |
| 2.0 | 4.0 мм (2t) | 6.0 мм (3t) |
| 3.0 | 7.5 мм (2.5t) | 10.5 мм (3.5t) |
| 4.0 | 12.0 мм (3t) | 16.0 мм (4t) |
| 6.0 | 24.0 мм (4t) | 30.0 мм (5t) |
Орієнтація викрійки відносно лінії згину є важливим практичним міркуванням.
Згинання з ребрами паралельно лінії згину (згинаючись через ребра) створює концентрацію напруги в основі ребер і вимагає більших мінімальних радіусів, ніж згинання з ребрами, перпендикулярними до лінії згину.
Там, де потрібні жорсткі вигини, відпал до температури O перед формуванням і повторна термічна обробка до T6 згодом — при додаванні вартості — дозволяє формувати з набагато меншими радіусами без розтріскування.
Я (GMAW) зварювання є найпоширенішим процесом зварювання для 6061 Виготовлення протекторної пластини T6. Рекомендовані наповнювачі сплавів:
Типовим є захисний газ для MIG-зварювання алюмінію 100% аргон (витрата 15–20 л/хв).
живлення змінного струму (для TIG) або полярність DC+ (для МЕНЕ) забезпечує необхідну дію катодного очищення для видалення поверхневого шару оксиду алюмінію під час зварювання.
TIG (GTAW) зварювання забезпечує вищу якість і точність зварювання, ніж MIG, і є кращим для зварювання критичних конструкцій, тонкий матеріал, та естетично якісні з’єднання.
Змінний струм з високочастотним запуском є стандартним для алюмінієвої TIG.
Зварювання тертям з перемішуванням (ЖКС): Для високопродуктивних або аерокосмічних застосувань, FSW пропонує твердотільні з’єднання, що усуває купу розплаву та значно зменшує погіршення міцності HAZ, пов’язане з зварюванням плавленням.
FSW 6061-T6 забезпечує ефективність з'єднання 85–95% від міцності основного металу, порівняно з 55–75% для зварних з’єднань.
FSW все частіше використовується в транспорті (корабельний настил, панелі підлоги залізничного транспорту) і оборонні програми.
Фармацевтичні та критичні застосування 6061 Протектор T6 вимагає повного відстеження матеріалу від плити до готового продукту.
Основним атестаційним документом є Звіт про випробування млина (MTR), який фіксує фактичний хімічний склад (теплом), результати механічних випробувань (за жеребом), параметри термічної обробки, та результати перевірки розмірів.
MTR генеруються відповідно до EN 10204:2004 Тип 3.1 (сертифікований заводом) або Тип 3.2 (сертифікований незалежною третьою стороною).
Для державних і оборонних закупівель, додаткові сертифікати, включаючи сертифікат відповідності (CoC) відповідно до застосовних військових специфікацій, маркування ідентифікації матеріалу, і може знадобитися документація країни походження.
Відповідність виробництва сплаву перевіряється оптична емісійна спектрометрія (OES) на затверділих зразках, узятих з кожного плаву лиття.
OES забезпечує швидке, точне кількісне визначення всіх зазначених елементів одночасно. Рентгенівська флуоресценція (XRF) аналіз — доступний у переносному, портативні інструменти — дозволяє перевірити ідентичність сплаву на отриманому матеріалі в польових умовах, забезпечує важливий захист від змішування сплавів (заміна невідповідного сплаву на вказаний 6061).
Випробування на розтяг згідно з ASTM E8 вимагає вилучення стандартних плоских або круглих пробних зразків із матеріалу пластини.
Для проступної пластини, Зразки зазвичай беруть із зони основного металу (уникаючи візерункових ребер), при цьому довга вісь зразка паралельна і поперечна напрямку прокатки.
Повна відповідність вимагає як UTS, так і межі текучості, щоб відповідати або перевищувати мінімуми ASTM B632 (310 МПа UTS, 276 МПа YS для T6) з подовженням ≥ 8%.
Випробування на твердість за Брінеллем (ASTM E10) використовуючи a 500 кг навантаження і 10 кулька мм забезпечує швидку перевірку якості для перевірки відпуску T6.
6061-Т6 номінальна твердість 95 HB значно перевищує значення відпалу або T4 (30 НВ і приблизно 65 HB, відповідно), дозволяє швидко виявити недозрілий або відпалений матеріал, що маскується під T6.
Ультразвуковий контроль (UT) відповідно до ASTM B594 або EN 10160 використовується для виявлення внутрішніх розшарувань, включення, і пористість у товстій пластині протектора.
Імерсійний УЗ C-сканування або контактно-імпульсно-ехо УЗД може відобразити всю площу пластини для внутрішніх дефектів, що перевищують визначені критерії прийнятності.
Випробування вихровими струмами використовується для виявлення приповерхневих тріщин, колах, та інші поверхнево-з'єднані дефекти.
Автоматизовані вихрострумові системи, інтегровані в лінії прокатного стану, забезпечують 100% можливість перевірки поверхні на швидкості виробництва.
Сталева шашка (зазвичай м'яка сталь A36 або A572) є основною конкурентоспроможною альтернативою алюмінієвій протекторній пластині в багатьох конструкціях.
Вибір між двома матеріалами передбачає компроміс між кількома характеристиками та економічністю:
| Критерій | 6061 Алюміній T6 | Сталь А36 |
| Щільність (г/см³) | 2.70 | 7.85 |
| вага (відносний, однакова товщина) | 1× | 2.9× |
| Міцність на розрив (МПа) | 310 | 400–550 |
| Співвідношення міцності до ваги | 115 МПа·см³/г | 51–70 МПа·см³/г |
| Стійкість до корозії | добре (покриття не потрібне в м’якому середовищі) | Бідний (вимагає нанесення покриття або цинкування) |
| Вимоги до технічного обслуговування | Низький | Від середнього до високого |
| Електропровідність | 43% МАКС | ~ 3% IACS |
| Теплопровідність (Вт/м·К) | 167 | 50 |
| Зварюваність | добре (з відповідним наповнювачем) | Чудово |
| Відносна матеріальна вартість (за кг) | ~3–5× вище | Нижній |
| Відносна вартість життєвого циклу | Порівняно з нижчим (менше обслуговування) | Вища в корозійних середовищах |
| Типова перевага застосування | Чутливий до ваги, корозійні середовища | Високе навантаження, малокорозійні, чутливі до витрат |
Чудове співвідношення міцності та ваги алюмінієвої протекторної пластини (приблизно в 2 рази більше сталевої пластини на масовій основі), у поєднанні з притаманною йому стійкістю до корозії, робить його кращим вибором у транспортуванні, морський, і зовнішнє будівництво, незважаючи на його вищу початкову вартість матеріалів.
Вартість життєвого циклу алюмінієвої протекторної пластини з урахуванням скороченого обслуговування, більший термін служби, і підвищення корисного навантаження/ефективності від зменшення ваги — часто нижче, ніж у сталі для цих застосувань.
| Власність | 6061-Т6 | 5052-H32 | 3003-H14 | 6063-Т6 | 5086-H32 |
| UTS (МПа) | 310 | 228 | 150 | 241 | 290 |
| YS (МПа) | 276 | 193 | 130 | 214 | 207 |
| Подовження (%) | 12 | 12 | 8 | 8 | 10 |
| Стійкість до корозії | добре | Чудово | Чудово | добре | Чудово |
| Найкраще застосування | Структурний, загальний | морський, м'який структурний | Легкий декоративний | Архітектурний | Морська структурна |
| Зварюваність | добре | Чудово | Чудово | добре | Чудово |
Пластик, армований волокном (FRP) решітка конкурує з алюмінієвою протекторною пластиною в корозійних промислових середовищах, де ні стандартна стійкість алюмінію до корозії, ні вага сталі є прийнятними:
| Критерій | 6061 Протектор T6 | FRP решітка |
| вага (приблизний, кг/м²) | 8–30 (за товщиною) | 5–10 |
| Стійкість до корозії | добре | Чудово (хімічно специфічний) |
| Електропровідність | Високий | Непровідний (перевага в зонах небезпеки ураження електричним струмом) |
| Конструкційна навантажувальна здатність | Високий (тверда пластина) | Помірний (відкрита решітка) |
| Ударостійкість | Чудово | Помірний (крихкий) |
| Дренаж | Бідний (тверда пластина) | Чудово (відкрита решітка) |
| УФ стійкість | добре (анодований) | Помірний (деградує з часом) |
| Переробка | Чудово | Бідний |
| Вартість | Помірний | Вищий початковий; подібний життєвий цикл |
6061 Алюмінієва накладка на протектор T6 — матеріал надзвичайної універсальності, інженерна продуктивність, і широке промислове значення.
Навмисне поєднання 6061 магнієво-кремнієвий хімічний склад дисперсійного зміцнення сплаву з піковим відпуском T6 забезпечує межу текучості в п’ять разів більшу, ніж у відпаленого сплаву, дозволяючи єдиний матеріал відповідати структурним вимогам підлоги причепа вантажівки, сходові марші морської платформи, панелі доступу військових автомобілів, та архітектурні будівельні елементи з рівними повноваженнями.
Характерний рельєфний малюнок, який визначає протекторну пластину як категорію продукту, одночасно забезпечує захист від ковзання для безпеки персоналу, жорсткість поверхні для структурної ефективності, і візуальна ідентичність, яка в усьому світі асоціюється з промисловою якістю та довговічністю.
Виробничий процес, у якому виготовляється протекторна плита T6 — від сляба, виготовленого за допомогою лиття постійного струму, до гарячої прокатки з тисненням візерунка, термічна обробка розчину, гасіння, і штучне старіння — являє собою складну інтеграцію фізичної металургії, термомеханічна обробка, і точний контроль якості.
Кожен етап цього процесу регулюється чітко визначеними стандартами (ASTM B632, ASTM B209, AMS 2770, IN 1386) які гарантують, що доставлений продукт відповідає механічним і розмірним властивостям, на які інженери-конструктори покладаються у своїх проектах.
Обґрунтування сталого розвитку 6061 Алюмінієва протекторна плита T6 має нюанси, але в кінцевому підсумку вигідна.
У той час як первинне виробництво алюмінію несе значну енергоємність та вуглецеву інтенсивність, виняткова здатність алюмінію перероблятися (з 95% енергозбереження проти. первинне виробництво), тривалий термін служби в корозійно-стійких додатках, і економія ваги, яку це забезпечує в транспортних додатках, поєднується для досягнення життєвого циклу екологічних характеристик, які є конкурентними або перевершують сталеві альтернативи в багатьох випадках використання.
Зростаюча доступність низьковуглецевих, Алюміній, сертифікований ASI, ще більше покращує профіль стійкості протекторних пластин.





Алюміній Huawei — це масштабна модель 5052 Виробник сировини для алюмінієвої фольги, з 30 багаторічний досвід виробництва та продажу алюмінієвої фольги.

Висока якість 8011 Алюмінієві круги для кухонного посуду забезпечують чудову формувальність, стабільна продуктивність, і надійні результати для виробництва посуду.

Відкрийте переваги 5052 Aluminium Checkered H32. Легкий, стійкий до корозії, та антиплавний дизайн ідеально підходить для підлоги, пандуси, транспортних засобів, та морські проекти.

Як професійний виробник і експортер рулонних ущільнювачів з алюмінієвої фольги в Китаї. Ми працюємо в цій галузі більше ніж 20 років, у нас є фабрика та майстерня без пилу понад 100,000 квадратних метрів

4Алюмінієвий лист x8 є загальним розміром алюмінієвого листа, також відомий як алюмінієвий лист стандартного розміру, називається стандартним листом.

Міцна алюмінієва фольга забезпечує додаткову міцність і стійкість до розриву. Багато кулінари використовують його для випічки, гриль, і зберігання. Більшість рулонів фольги позначені "напружений режим" знаходяться між 0.0008" і 0.001" товстий, що становить приблизно 0,02032-0,0254 мм у національних одиницях
№52, Dongming Road, Чженчжоу, Хенань, Китай
Henan Huawei Aluminium Co., ТОВ, Один із найбільших постачальників алюмінію в Китаї Хенань,Ми засновані в 2001 році, і ми маємо багатий досвід імпорту та експорту та високоякісних алюмінієвих виробів
Пн – Сб, 8ранок – 5 вечора
неділя: ЗАЧИНЕНО
© Авторське право © 2023 Henan Huawei Aluminium Co., ТОВ
Останні коментарі
Алюміній 5754 H111 หนา 8 mm กว้าง x ยาว : 4 х 6 стопа
Привіт, дуже добре, дзвоню з Ірану, нам потрібна золота фольга 12 мікрон, ширина 61 см, близько 35 тис. метрів на місяць.
Шановний відділ продажів, Сподіваюся, у вас все добре. Ми шукаємо алюмінієві вироби від вашої компанії та будемо вдячні за найкращу пропозицію щодо наступного: Aluminum Sheets Thickness: 2 мм, 3 мм, 4 мм, і 5 mm Please provide your available standard sheet sizes. Будь ласка, вкажіть ціну за аркуш і ціну за метричну тонну. Aluminum Coils Thickness: 2 мм, 3 мм, 4 мм, і 5 mm Please provide your available coil widths, стандартні ваги рулонів, і специфікації внутрішнього діаметра. Будь ласка, вкажіть ціну за метричну тонну. Як для листів, так і для рулонів, будь ласка, включіть: Доступні сплави (напр. 1050, 3003, 5052) Temper options Mill finish or other available surface finishes Minimum Order Quantity (MOQ) Production lead time Payment terms Please provide your quotation based on: CIF порт Джебель Алі, ОАЕ (включаючи морські перевезення), або альтернативно надайте як FOB Китай, так і CIF порт Джебель-Алі, Ціни ОАЕ. Якщо є, також надішліть: Product catalogue Mill Test Certificate (MTC) sample Photos of the products and packaging. Ми зацікавлені у встановленні довгострокових ділових відносин. Очікується, що наш початковий обсяг закупівлі становитиме 100+ метричних тонн, з потенціалом для більших і регулярних замовлень, якщо ваша ціна, якість, і обслуговування відповідають нашим вимогам. Дякуємо за ваш час. Ми з нетерпінням чекаємо на вашу пропозицію та сподіваємося побудувати успішне довгострокове партнерство. З повагою, Інж.Юсеф
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、Якщо такий товар є, його вага、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、Чи не могли б ви сказати мені ціну?