Zjistěte proč 6061 T6 hliníková nášlapná deska dodává 310 Pevnost v tahu MPA, Vynikající odolnost proti korozi, a spolehlivou ochranu proti uklouznutí. Prozkoumejte mechanické vlastnosti, Specifikace ASTM B632, pokyny pro konstrukční návrh, a osvědčené postupy při výrobě – vše v jedné autoritativní referenci.




6061 Hliníková nášlapná deska T6 představuje jeden z nejrozšířenějších a nejuniverzálnějších konstrukčních hliníkových výrobků v celosvětovém průmyslovém použití.
Kombinace 6061 chemické precipitační vytvrzování slitiny hořčíku a křemíku se špičkovou temperací T6 poskytuje materiál s výjimečným poměrem pevnosti k hmotnosti, spolehlivá odolnost proti korozi, a široká výrobní kompatibilita – to vše vyjádřeno prostřednictvím výrazného povrchu se zvýšeným vzorem, který definuje nášlapnou desku jako kategorii produktů.
Tento článek poskytuje komplexní, multiperspektivní vyšetření 6061 Hliníková nášlapná deska T6, přesahující její hutní základy, věda o tepelném zpracování, vzorový design, mechanické a fyzikální vlastnosti, výrobního procesu, rozměrové normy, průmyslové aplikace, ochrana proti korozi, konstrukční projektování, výrobní postupy, zajištění kvality, srovnávací analýza, Environmentální udržitelnost, dynamika trhu, a budoucí inovační trajektorie.
Cílení na stavební inženýry, výrobní inženýři, Odborníci na zadávání veřejných zakázek, materiální vědci, a výrobci, tento odkaz syntetizuje přísnou technickou hloubku s praktickým náhledem na průmysl napříč přibližně 12,000 slova.
The 6hliníkové slitiny řady xxx se vyznačuje hořčíkem (Mg) a křemíku (A) jako hlavní legující prvky.
Tyto dva prvky se spojují během tepelného zpracování za vzniku intermetalické sloučeniny Mg2Si (silicid hořčíku), který slouží jako primární zpevňující precipitát ve slitinách 6xxx.
Řada 6xxx zaujímá jedinečné postavení v oblasti hliníkových slitin: nabízí tepelně zpracovatelné úrovně pevnosti výrazně vyšší než série 3xxx a 5xxx bez tepelného zpracování, v kombinaci se svařitelností, odolnost proti korozi, a všestrannost výroby lepší než u 2xxx s vyšší pevností (na bázi mědi) a 7xxx (na bázi zinku) sériové slitiny.
Mezi slitinami řady 6xxx, 6061 je celosvětově zdaleka nejrozšířenější a nejpoužívanější – pozici si drží po desetiletí na základě své dobře vyvážené kombinace síly, odolnost proti korozi, svařitelnost, a obrobitelnost.
Poprvé vyvinut ve 30. letech 20. století pod označením 61S, zůstává referenční slitinou, vůči níž jsou novější slitiny 6xxx často hodnoceny.
Huawei 6061 T6 hliníkový běhoun
Chemické složení 6061 hliník je definován mezinárodními standardy včetně ASTM B209 (Spojené státy), V 573-3 (Evropa), a GB/T 3880 (Čína).
Jmenovité složení a přípustné rozsahy jsou:
| Živel | Rozsah složení (%) | Primární funkce |
| Hliník (Al) | Zbytek (≥95,8) | Primární matice |
| Hořčík (Mg) | 0.80 – 1.20 | Tvoří sraženinu Mg2Si; primární posilovač |
| Křemík (A) | 0.40 – 0.80 | Tvoří sraženinu Mg2Si; posilovač |
| Měď (Cu) | 0.15 – 0.40 | Pevné zpevnění roztoku; zvyšuje riziko SCC |
| Chrom (Cr) | 0.04 – 0.35 | Inhibice růstu zrna; odolnost proti korozi |
| Žehlička (Fe) | ≤ 0.70 | Nečistota; řízeno k omezení hrubých intermetalických látek |
| Mangan (Mn) | ≤ 0.15 | Strop nečistot; kontrola zrna |
| Zinek (Zn) | ≤ 0.25 | Strop nečistot |
| Titan (Z) | ≤ 0.15 | Zjemnění zrna během lití |
| Ostatní (každý) | ≤ 0.05 | Kontrola nečistot |
| Ostatní (celkový) | ≤ 0.15 | Strop celkových nečistot |
Hořčík a křemík (Systém Mg2Si): Mg:Pokud je systém v 6061 je přibližně 1.73:1 podle hmotnosti, blízko stechiometrickému poměru Mg2Si (1.73:1).
Tato rovnováha zajišťuje maximální srážení Mg₂Si během stárnutí, poskytující primární posilovací mechanismus.
Přebytek křemíku nad stechiometrií Mg2Si přispívá k dalšímu zpevnění pevného roztoku a precipitaci z elementárních Si částic.
Měď: Při 0,15–0,40 %, měď poskytuje dodatečné zpevnění tuhého roztoku a přispívá k precipitačnímu vytvrzování prostřednictvím tvorby CuAl₂ (θ fáze) se sráží během stárnutí.
nicméně, měď také zvyšuje náchylnost k mezikrystalové korozi a, při vyšších koncentracích, praskání koroze.
Relativně nízký obsah mědi 6061 představuje záměrnou rovnováhu mezi zvýšením pevnosti a korozním výkonem.
Chrom: Přídavky chrómu v množství 0,04–0,35 % slouží dvěma účelům: inhibuje rekrystalizaci během zpracování za tepla (udržování jemnějšího, silnější struktura zrna) a přispívání k obecné odolnosti proti korozi modifikací elektrochemického chování povrchu slitiny.
Dispergátory obsahující chrom (Al₇Cr a související fáze) jsou účinnými překážkami migrace hranic zrn.
Žehlička: Železo je v něm nečistota 6061, kontrolované na ≤ 0,70 %. Železo tvoří hrubé Al₃Fe a Al₆(FeMn) intermetalické fáze, které snižují tažnost a houževnatost.
Přísnější kontrola železa — níže 0.40% — je určen pro materiály letecké třídy, kde je kritická houževnatost a odolnost proti únavě.
| Vlastnictví | 6061 | 5052 | 3003 | 6063 | 7075 |
| Pevnost v tahu (T6, MPa) | 310 | 228 | 130 | 241 | 572 |
| Mez kluzu (T6, MPa) | 276 | 193 | 115 | 214 | 503 |
| Odolnost proti korozi | Dobrý | Vynikající | Vynikající | Dobrý | Mírný |
| Svařitelnost | Dobrý | Vynikající | Vynikající | Dobrý | Chudý |
| Obrobitelnost | Dobrý | Veletrh | Veletrh | Veletrh | Dobrý |
| Tepelné léčitelné | Ano | Ne | Ne | Ano | Ano |
| Relativní náklady | Mírný | Nízká – Střední | Nízký | Mírný | Vysoký |
| Použití dezénu | Primární strukturální | Námořní/venkovní | Lehká povinnost | Dekorativní | Pouze letectví |
6061Pozice společnosti jako dominantní slitiny běhounu odráží její jedinečnou kombinaci skutečné strukturální pevnosti (schopné nést značné živé i vlastní zatížení), přijatelná odolnost proti korozi pro většinu provozních prostředí, a všestrannost výroby, která umožňuje řezání, ohýbání, svařování, a obrábění standardními dílenskými metodami.
6061 T6 hliníkový běhoun s různými vzory
Označení teplot slitiny hliníku jsou definována normou ANSI H35.1 (Spojené státy) a ekvivalentní ISO 2107 norma.
Označení teploty sděluje historii tepelného a mechanického zpracování materiálu po odlévání nebo zpracování za tepla.
Pro tepelně zpracovatelné slitiny jako např 6061, temperace řady T indikují specifické sekvence tepelného zpracování a stárnutí.
Teplota T6 konkrétně označuje: tepelně zpracováno roztokem a poté uměle zestárnuto – což znamená, že slitina byla plně tepelně zpracována roztokem při zvýšené teplotě, rychle uhasit, a poté uměle stárnout při střední teplotě na maximální pevnost.
Tepelné zpracování řešení (SHT): První fáze zpracování T6 zahrnuje ohřev 6061 materiálu na teplotu 529°C ± 6°C (typicky 520–535 °C) a držení po dostatečnou dobu, aby se Mg2Si a další rozpustné fáze rozpustily v pevném roztoku v hliníkové matrici.
Doba výdrže závisí na tloušťce řezu: obvykle 30 minut na tenký plech, 1– 4 hodiny pro tlustý plech. Cílem je přesycený tuhý roztok Mg a Si v hliníku — termodynamicky nestabilní stav, který je předpokladem pro následné precipitační vytvrzování..
Rovnoměrnost teploty je kritická; AMS 2770 (specifikace tepelného zpracování v letectví) vyžaduje rovnoměrnost teploty ±6°C po celou dobu zatížení. Pro komerční běhoun, Obvykle se uvádí ±8°C.
Kalení: Ihned po dokončení SHT, materiál musí být rychle ochlazen na pokojovou teplotu, aby se potlačilo srážení Mg2Si během chlazení, konzervování přesyceného pevného roztoku.
Kalení studenou vodou (ponořením do vody o teplotě 40 °C nebo nižší) je nejúčinnější metodou, dosažení rychlosti ochlazování několika set stupňů Celsia za sekundu na povrchu.
Zhášení nuceným vzduchem se používá tam, kde je kritická kontrola zkreslení, přijímá mírně nižší špičkové vlastnosti.
Teplota, při které materiál vystupuje z kalení, musí být nižší než 70 °C, aby bylo zajištěno úplné potlačení srážení během chlazení.
Ztlumit citlivost — náchylnost ke ztrátě síly v důsledku pomalého kalení — je střední u 6061 ve srovnání s vyššími slitinami mědi, takže je relativně tolerantní vůči změnám rychlosti zhášení napříč tlustými sekcemi.
Nicméně, tlustá nášlapná deska (výše 6 mm obecný kov) může vykazovat gradienty vlastností povrchu k jádru v důsledku rozdílných rychlostí zhášení.
Umělé stárnutí: Po kalení, přesycený pevný roztok se nechá stárnout při 177 °C ± 6 °C (typické rozmezí 170–180°C) na 8–12 hodin. Během stárnutí, Mg2Si precipituje jádro a prorůstá sekvencí metastabilních prekurzorových fází: Zóny praktického lékaře → β” (jehlovité koherentní precipitáty) → b' (tyčovitý polosoudržný) → b (Mg₂si, nesouvislý).
Špičková síla (Stav T6) odpovídá převaze β“ a jemných β‘ precipitátů, které jsou maximálně koherentní s hliníkovou matricí a poskytují největší odolnost vůči dislokačnímu pohybu.
Sekvence precipitace a výsledné vlastnosti jsou kriticky citlivé na dobu stárnutí a teplotu. Nedostatečné stárnutí (nedostatečný čas nebo teplota) zanechává slitinu ve stavu T4 – částečně zestárlou, s nižší pevností.
Nadměrné stárnutí za vrcholem T6 snižuje pevnost, protože precipitáty hrubnou a ztrácejí soudržnost, přechod na T7 (přestárlý) nálada.
Řízení výroby parametrů stárnutí v rozmezí ±5 °C a ±30 minut je zásadní pro konzistentní dosažení vlastnosti T6.
Kontrast mezi žíhanými (Ó temperament) a T6 6061 hliník ilustruje pozoruhodnou sílu precipitačního vytvrzování:
| Vlastnictví | 6061-Ó (Žíhaný) | 6061-T6 | Faktor zlepšení |
| Maximální pevnost v tahu (MPa) | 124 | 310 | 2.5× |
| Mez kluzu (MPa) | 55 | 276 | 5.0× |
| Tvrdost podle Brinella (HB) | 30 | 95 | 3.2× |
| Prodloužení při přetržení (%) | 25 | 12 | 0.5× (snížena) |
| Síla únavy (MPa) | ~62 | ~97 | 1.6× |
Pětinásobné zvýšení meze kluzu z tvrdosti O na T6 přichází za cenu snížené tažnosti (prodloužení na polovinu) a poněkud snížená lomová houževnatost.
Pro aplikace běhounové desky — kde primárním požadavkem je pevnost a tuhost pro přenášení zatížení, spíše než tvarovatelnost za studena – tento kompromis je zcela na místě.
| Nálada | zpracovává se | UTS (MPa) | YS (MPa) | Prodloužení (%) | Primární použití |
| Ó | Žíhaný | 124 | 55 | 25 | Tváření za studena, ohýbání |
| T4 | SHT + přirozený věk | 241 | 145 | 22 | Střední síla, formovatelný |
| T6 | SHT + umělý věk | 310 | 276 | 12 | Strukturální, nosný |
| T651 | T6 + zmírnění stresu | 310 | 276 | 12 | Talíř; zlepšená rovinnost |
| T6511 | Extrudované, SHT + stáří + drobné práce za studena | 290 | 255 | 8 | Extruze |
Označení T651 — T6 s odlehčením pnutí protahováním — je běžně specifikováno pro aplikace tlustých plechů, kde je důležitá rozměrová stabilita během obrábění, protože operace protahování snižuje zbytková napětí způsobená kalením.
Pro nášlapnou desku, který se typicky vyrábí v měřidlech, kde je zbytkové napětí méně kritické, standard T6 je dominantní specifikací.
Hliníková nášlapná deska pro pickupy
Definující charakteristika běhounové desky – také známá jako žebrová deska, diamantová deska, nebo durbar plate — je vyvýšený vzor na jednom nebo obou površích listu nebo desky.
Tento vzor slouží k několika simultánním funkcím: zajišťuje protiskluznost pro personál, který chodí po povrchu; dodává povrchovou tuhost (moment setrvačnosti) na desku bez přidání naplocho válcované hmotnosti; poskytuje vizuálně výraznou estetiku široce spojenou s průmyslovou kvalitou; a slouží jako otěrový povrch, který chrání základní kov před přímým kontaktem a otěrem.
Vzor se vytváří během válcování za tepla průchodem hliníkového pásu válci, ve kterých má jeden válec na svém povrchu obrobený opak požadovaného vzoru. Jak horký hliník prochází válcovací mezerou, vzor je vyražen do měkkého kovového povrchu s vysokou věrností.
Jednotaktový vzor: Jediné zvýšené žebro probíhající rovnoběžně se směrem válcování. Ve stavebních aplikacích se používá zřídka; příležitostně používané v dekorativních kontextech nebo tam, kde je specificky vyžadována jednosměrná odolnost proti uklouznutí.
Vzor se dvěma pruhy: Dvě paralelní žebra v mírném úhlu ke směru válcování. Poskytuje lepší odolnost proti uklouznutí v příčném směru ve srovnání s jednotyčovým vzorem. Používá se na některých evropských a asijských trzích.
Tříbar (Tribar) Vzor: Tři rovnoběžná žebra v úhlu přibližně 30–45 stupňů ke směru válcování, uspořádány v opakující se diagonální sekvenci. Běžné na evropských trzích a v některých námořních aplikacích. Poskytuje dobrou odolnost proti skluzu ve více směrech.
Pětibar (Diamant/Diamant) Vzor: Celosvětově nejpoužívanější dezén běhounu, zejména na severoamerických trzích. Skládá se z pěti podlouhlých vyvýšených žeber uspořádaných v charakteristickém vyzařujícím vzoru ze středového bodu, vytvoření opakujícího se motivu ve tvaru diamantu na povrchu desky. Dezén s pěti pruhy poskytuje vynikající odolnost proti skluzu ve více směrech, vysoká estetická přitažlivost, a je standardním vzorem pro většinu dopravy, konstrukce, a průmyslové aplikace.
Čočka (Kulatý bod) Vzor: Vzor vyvýšených polokulovitých nebo čočkovitých výběžků uspořádaných do pravidelné mřížky. Běžné na některých evropských trzích a ve speciálních aplikacích. Poskytuje všesměrovou odolnost proti uklouznutí.
Vlastní a proprietární vzory: Někteří výrobci vyrábějí vlastní vzory vzorů optimalizované pro konkrétní výkonnostní kritéria – maximální protiskluzový výkon, minimální přídavek hmotnosti vzorku, nebo výrazná estetická identita. Ty jsou obvykle dražší kvůli specializovaným válcovým nástrojům.
Rozměrové charakteristiky vzorů běhounových desek jsou specifikovány v ASTM B632 (pro hliníkovou nášlapnou desku na severoamerických trzích) a EN 1386 (evropský standard).
Mezi klíčové geometrické parametry patří:
ASTM B632 specifikuje tolerance výšky vzoru ±0,25 mm pro standardní vzory a vyžaduje, aby všechny uvedené rozměry vzoru byly udržovány v tolerančním pásmu.
Protiskluznost povrchů nášlapných desek je charakterizována koeficientem tření (COF) mezi povrchem desky a materiálem referenční nohy nebo podrážky boty.
ASTM D2047 a ASTM F609 odkazovaný na OSHA poskytují zkušební metody pro měření odolnosti proti skluzu. Suchý COF pro 6061 Dezén běhounu T6 s pěti bary typicky překračuje 0.6 (proti standardním materiálům kůže a pryže) — výrazně nad obecným průmyslovým prahem OSHA 0.5 pro pochozí povrchy na pracovišti.
Mokrý COF je podstatně nižší – obvykle 0,3–0,5 – což odráží mazací účinek vody na hladké kovové povrchy mezi zvýšenými žebry.
Protiskluzový výkon nášlapné desky je vylepšen o:
Následující mechanické vlastnosti jsou charakteristické pro hliník 6061-T6 ve formě plechu a desky podle ASTM B209 a ASTM B632:
| Vlastnictví | Hodnota | Testovací standard |
| Maximální pevnost v tahu (UTS) | 310 MPa (45 ksi) | ASTM E8 |
| Mez kluzu (0.2% offset) | 276 MPa (40 ksi) | ASTM E8 |
| Prodloužení při přetržení (50 měřidlo mm) | 8–12 % | ASTM E8 |
| Tvrdost podle Brinella | 95 HB | ASTM E10 |
| Rockwellova tvrdost | 60 HRB | ASTM E18 |
| Pevnost ve smyku | 207 MPa (30 ksi) | — |
| Síla ložiska (konečný) | 607 MPa (88 ksi) | — |
| Síla ložiska (výtěžek) | 386 MPa (56 ksi) | — |
| Síla únavy (5×10⁸ cyklů) | ~97 MPa (14 ksi) | ASTM E466 |
| Modul pružnosti (E) | 68.9 GPa (10,000 ksi) | — |
| Tažný modul (G) | 26.0 GPa (3,770 ksi) | — |
| Poissonův poměr | 0.33 | — |
Je třeba poznamenat, že vzor v běhounové desce vytváří místní koncentrace napětí na základně žeber během ohybu a únavového zatížení.
Strukturální výpočty by měly používat tloušťku základního kovu (ne celková výška vzoru) pro výpočty vlastností sekce, a návrh únavy by měl zahrnovat vhodné faktory koncentrace napětí.
| Vlastnictví | Hodnota |
| Hustota | 2.70 g/cm³ (0.0975 lb/in³) |
| Tepelná vodivost | 167 W/m·K |
| Elektrická vodivost | 43% IACS |
| Koeficient tepelné roztažnosti | 23.6 um/m°C (13.1 µin/in·°F) |
| Specifická tepelná kapacita | 896 J/kg·K |
| Rozsah tavení | 582–652 °C (1,080–1 205 °F) |
| Odezva eloxování | Vynikající |
Hustota 6061-T6 at 2.70 g/cm³ je přibližně třetinová oproti oceli (7.85 g/cm³). Tento zásadní rozdíl ve vlastnostech je základem pro úsporu hmotnosti, díky které je hliníkový běhoun vhodnější než ocel v aplikacích citlivých na hmotnost, jako je přeprava., mobilní zařízení, a letecká pozemní podpora.
6061-T6 vykazuje dobrou až střední odolnost proti korozi hliníkové slitiny. Přírodní oxid hlinitý (Al203) vrstva, která se spontánně tvoří na povrchu slitiny, poskytuje významnou ochranu proti korozi v atmosféře, sladkovodní, a mírné chemické prostředí.
nicméně, Pro běhoun 6061-T6 v provozu je relevantní několik korozních mechanismů:
Obecná atmosférická koroze: 6061-T6 funguje dobře ve venkovském a ve většině městských atmosférických prostředích, vyvíjí pouze povrchovou povrchovou oxidaci (kosmetický důlek) po delší dobu expozice bez významné strukturální degradace.
Mořské prostředí: Chloridové ionty v pobřežním a mořském prostředí mohou rozbít pasivní oxidovou vrstvu, iniciace důlkové koroze. 6061-T6 je méně odolná než slitiny řady 5xxx (jako 5052 nebo 5083) v mořském prostředí, především kvůli obsahu mědi. Pro agresivní námořní aplikace, eloxování, malování, nebo substituce slitiny (na 5052 nebo 5086) je třeba zvážit.
Mezikrystalová koroze: Hranice zrn obsahující měď 6061-T6 jsou náchylné k mezikrystalové korozi v agresivním chloridovém prostředí. To může vést k exfoliaci (delaminace povrchových vrstev) v těžkých případech.
Korozní praskání pod napětím (SCC): 6061-T6 vykazuje střední odolnost vůči SCC. Slitina je podstatně odolnější vůči SCC než slitiny řady 2xxx s vysokým obsahem mědi nebo slitiny řady 7xxx s vysokým obsahem zinku, ale méně odolný než 5xxx bez mědi nebo 6063 slitiny. SCC obvykle nepředstavuje konstrukční problém pro aplikace běhounové desky, pokud se trvalé napětí v tahu nekryje s agresivním chemickým působením.
Galvanická koroze: Když je 6061-T6 v elektrickém kontaktu s ušlechtilejšími kovy (měď, nerezová ocel, Uhlíková ocel) v přítomnosti elektrolytu, může dojít ke galvanické korozi hliníku. Izolační materiály (plastové podložky, tmelové bariéry) by měly být použity na odlišných kovových kontaktních místech.
Obrobitelnost: 6061-T6 je hodnocena jako dobrá obráběcí slitina. Tvrdá povaha T6 produkuje krátké, zlomené třísky, které usnadňují obrábění, a slitinu lze obrábět při vysokých rychlostech s vynikající povrchovou úpravou pomocí tvrdokovových nástrojů. Obrobitelnost je hodnocena přibližně 50% vzhledem k volně obrobitelné slitině 2011-T3 (hodnocené 100%).
Svařitelnost: 6061-T6 lze svařovat metodou MIG (GMAW) a Tig (GTAW) procesy, ale svařování představuje kritickou vlastnost: teplo ze svařování lokálně znovu rozpouští a/nebo stárne mikrostrukturu T6 v tepelně ovlivněné zóně (Haz), snížení pevnosti na přibližně T4 nebo žíhané úrovně v rámci přibližně 25–50 mm od osy svaru. Toto snížení pevnosti HAZ musí být zohledněno v konstrukčním návrhu — Aluminium Design Manual (ADM) specifikuje snížená přípustná napětí v oblastech HAZ.
Tvařitelnost: V náladě T6, 6061 má omezenou tvarovatelnost za studena. Při ohýbání s malými poloměry hrozí prasknutí na vnějším povrchu ohybu. Minimální poloměry ohybu pro materiál T6 se pohybují od 2t (dvojnásobná tloušťka materiálu) u tenkých rozchodů do 4t a více u tlustších rozchodů. Tam, kde je vyžadováno výrazné tvarování, preferovaným přístupem je zpracování v T4 nebo žíhaném stavu s následným tepelným zpracováním na T6.
Použitý panel nástrojů 6061 T6 hliníkový běhoun
Výroba 6061 Dezén běhounu T6 začíná přípravou slitiny v primární nebo sekundární huti hliníku. Vysoce čistý hliník (obvykle 99.7% Al) se roztaví a naplní přesnými přídavky hořčíku, křemík, měď, a chromové předslitiny k dosažení cíle 6061 složení.
Titan-bor rafinace zrna (Ti-B) předslitina se přidává do taveniny bezprostředně před litím, aby se podpořila jemnost, rovnoosá struktura zrna ve ztuhlé desce.
Velké válcované desky (obvykle tloušťky 400–600 mm, 1,000- šířka 2000 mm, a 4 000–8 000 mm dlouhé) jsou vyráběny přímým chlazením (DC) polokontinuální lití, při kterém se tavenina hliníku nalévá do vodou chlazené formy, ze které se kontinuálně odtahuje tuhnoucí deska.
Odlévané desky se poté homogenizují při přibližně 560–580 °C po dobu 4–12 hodin, aby se rozpustily rozpustné fáze, eliminovat gradienty složení z tuhnutí, a sféroidizovat intermetalické částice. Homogenizace je nezbytná pro konzistentní chování při válcování za tepla a vlastnosti finálního produktu.
Před válcováním za tepla, povrchy desek jsou skalpovány (lícově frézované) k odstranění segregované vnější vrstvy vytvořené během tuhnutí, zajištění povrchových vad, inkluze, a chemické variace se do konečného produktu nešíří.
Homogenizované bramy jsou předehřívány v tlačných nebo krokových pecích na 450–520 °C a válcovány za tepla na reverzních nebo tandemových horkých mlýnech.
Postupné zmenšování tloušťky se aplikuje ve více průchodech, v případě potřeby s meziohřevem, dokud pás nedosáhne cílové přenosové tloušťky (typicky 4–15 mm v závislosti na požadavcích konečného rozchodu).
Kritický a jedinečný krok ve výrobě nášlapné desky nastává v jednom z finálních průchodů válcováním za tepla: pás prochází válcovací stolicí, ve které je jedna role (typicky spodní pracovní válec) nese negativa (inverzní) dezénu běhounu opracovaného do jeho povrchu.
Jak horký pás prochází touto válcovací mezerou, měkký hliník je vtlačen do vzorových dutin, věrně reprodukující geometrii vzoru na povrchu desky.
Design role vzoru — včetně úhlu žebra, výška, hřiště, a úhly úkosu – je kritická technická disciplína, která určuje kvalitu produktu a životnost role.
Vzorovací válce jsou vyráběny z vysoce chromovaných nebo rychlořezných nástrojových ocelí, přesně opracované a broušené s přesnými tolerancemi.
Kontrola měřidla během válcování běhounové desky za tepla vyžaduje zvláštní pozornost, protože vzorový válec vyvíjí proměnlivý tlak po šířce válce, zavedení složitosti do automatického ovládání měřidel (AGC) odezva systému.
Moderní horké frézy využívají dopřednou a zpětnovazební AGC k udržení tloušťky základního kovu v rámci specifikací bez ohledu na síly embosování vzoru.
Po válcování za tepla (a, V případě potřeby, válcování za studena na konečný rozměr), deska musí být tepelně zpracována roztokem pro dosažení vlastností T6. Pro nášlapnou desku, SHT se provádí v jedné ze dvou konfigurací:
Průběžná pec (válečkové topeniště): Deska prochází dlouhou tunelovou pecí na dopravníkových válečcích řízenou rychlostí, dosažení cílové teploty a času namáčení. Kontinuální pece poskytují vysokou propustnost a vynikající rovnoměrnost teploty pro tenkostěnný materiál, ale vyžadují pečlivé profilování rychlosti a teploty pro tlustší plechy, aby bylo zajištěno promáčení v celé tloušťce.
Dávková pec (cirkulace vzduchu): Desky jsou naskládány na plechy pecních vozů a zpracovávány v dávkovém režimu. Dávkové zpracování umožňuje delší dobu namáčení pro tlusté desky a poskytuje větší flexibilitu pro nestandardní velikosti, ale vyžaduje pečlivé stohování a rozestupy pro rovnoměrnost teploty.
Po SHT, desky jsou zchlazeny ponořením do vodní ochlazovací nádrže nebo nárazem vodního postřiku. Zhášení musí být zahájeno uvnitř 15 sekund od výstupu desky z pece (za AMS 2770 požadavky) aby se minimalizovalo srážení hrubého Mg2Si během přenosu, které by zhoršovaly konečné vlastnosti.
Ochlazené desky se přenesou do sušáren, které pracují při 177 °C ± 6 °C. Destičky zrají 8–12 hodin při teplotě.
Rovnoměrnost teploty stárnoucí pece je ověřena průzkumy termočlánků na AMS 2770 před kvalifikací pece pro stárnutí T6. Po stárnutí, desky se ochladí vzduchem na pokojovou teplotu.
Kombinovaný SHT + Cyklus stárnutí pro běhoun T6 je významnou kapitálovou a energetickou investicí.
Moderní zařízení dosahují značné energetické účinnosti díky systémům rekuperace tepla pecí, optimalizované postupy načítání, a prediktivní řízení procesu, které minimalizuje opětovné zpracování kvůli vlastnostem mimo specifikaci.
Kalení zavádí zbytková napětí a deformace v hliníkovém plechu v důsledku rozdílné tepelné kontrakce. Po stárnutí, desky jsou vyrovnány napětím nebo válečkem pro správnou rovinnost.
Vyrovnávání tahu – průchod desky přes čelisti nosítek pod kontrolovaným tahovým zatížením – je zvláště účinné pro odstranění zakřivení bez poškození vzoru.
Tolerance rovinnosti pro nášlapnou desku je specifikována v ASTM B632.
Desky jsou řezány na hotové rozměry kotoučovou pilou, stříhat, nebo řezání plazmou, v závislosti na tloušťce a požadované kvalitě hrany.
Odjehlování hran odstraňuje ostré otřepy, které by mohly způsobit zranění nebo problémy s montáží během instalace.
Možnosti povrchové úpravy — eloxování, malování, nebo práškové lakování – aplikují se po dokončení veškerého mechanického zpracování, protože tyto úpravy poskytují konečnou korozi a estetickou ochranu po dobu životnosti produktu.
Požadavky na rozměry a vlastnosti pro 6061 T6 hliníková nášlapná deska se řídí podle:
| Standard | Vydávající orgán | Rozsah |
| ASTM B632 | Mezinárodní ASTM | Válcovaný běhoun z hliníkové slitiny – primární severoamerický standard |
| ASTM B209 | Mezinárodní ASTM | Hliníkové plechy a plechy z hliníkových slitin |
| V 1386 | CEN (Evropa) | Hliník a slitiny hliníku — nášlapné desky |
| GB/T 3880 | VAK (Čína) | Deska z hliníku a slitiny hliníku, list, a pásek |
| AMS 2770 | SAE International | Tepelné zpracování dílů ze slitin hliníku |
| AMS-QQ-A-250/11 | SAE International | Slitina hliníku 6061 talíř a list |
| Manuál pro design hliníku | Sdružení hliníku | Konstrukční provedení s hliníkovými výrobky |
ASTM B632 specifikuje nášlapnou desku v tloušťkách základního kovu od 1.27 mm (0.050 v) na 12.70 mm (0.500 v).
Norma definuje „tloušťku základního kovu“ jako tloušťku plochého kovu pod vzorem – rozměr používaný pro strukturální výpočty – bez výšky vzoru.
Standardní šířky plechů a desek se pohybují od 600 mm až 2,000 mm, s 1,220 mm (48 v) a 1,524 mm (60 v) šířky nejběžnější na severoamerických trzích.
Standardní délky jsou obvykle 2,440 mm (96 v) a 3,050 mm (120 v), s vlastními rozměry řezu na délku, které jsou k dispozici v servisních střediscích.
Tolerance tloušťky podle ASTM B632 se liší podle jmenovité tloušťky a šířky:
| Rozsah tloušťky základního kovu | Tolerance tloušťky (±) |
| 1.27 – 3.18 mm | 0.15 – 0.25 mm |
| 3.18 – 6.35 mm | 0.25 – 0.38 mm |
| 6.35 – 12.70 mm | 0.38 – 0.50 mm |
Výška vzoru pro standardní pětitaktový vzor se pohybuje od 0.89 mm až 2.03 mm v závislosti na tloušťce základního kovu, s tolerancemi ±0,25 mm.
Pro statické výpočty a zadávání zakázek, hmotnost na jednotku plochy nášlapné desky je kritickým parametrem. Přibližné hmotnosti pro běžná měřidla:
| Tloušťka základního kovu (mm) | Cca. Hmotnost (kg/m²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Poznámka: Skutečné hmotnosti zahrnují přibližně 5–10 % přídavku pro vzor zvýšený materiál vzhledem k ekvivalentní ploché desce.
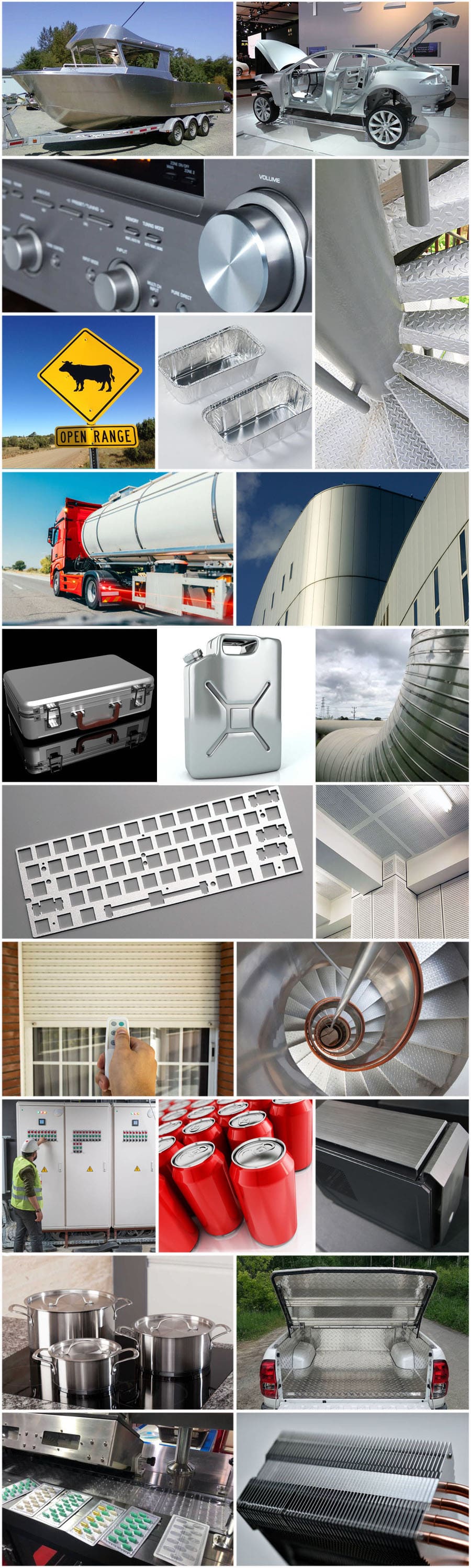
Největším spotřebitelem je doprava 6061 Celosvětově hliníkový běhoun T6.
Vysoký poměr pevnosti k hmotnosti slitiny, v kombinaci s odolností proti korozi a protiskluzovým povrchem, je ideální pro použití ve vozidlech, kde je současně požadována nosnost a bezpečnost.
Stupačky a nášlapné desky pro pickupy, SUV, dodávky, a užitková vozidla patří mezi nejviditelnější aplikace orientované na spotřebitele.
6061 Nášlapné desky T6 musí odolat opakovanému dynamickému zatížení od cestujících nastupujících a vystupujících z vozidla, v kombinaci s expozicí silniční soli, vlhkost, a mechanickým nárazem od úlomků vozovky. Vysoká mez kluzu T6 zamezuje trvalé deformaci za těchto podmínek.
Podlaha přívěsu pro valník, hospodářských zvířat, a uzavřené nákladní přívěsy představují velkoobjemovou konstrukční aplikaci.
6061 Dezén běhounu T6 o tloušťce základny 3–5 mm poskytuje nosnost pro zákonné užitečné hmotnosti a zároveň udržuje vlastní hmotnost přívěsu pod maximální povolenou celkovou hmotností vozidla (GVWR).
Úspora hmotnosti o 50–60 % ve srovnání s ekvivalentní ocelovou podlahou se přímo promítá do zvýšené nosnosti nákladu nebo zlepšení spotřeby paliva.
Podlahy autobusů a kolejových vozidel: Tranzitní vozidla vyžadují podlahu, která vydrží roky silného pěšího provozu, je protiskluzová pro bezpečnost cestujících, odolný vůči čisticím chemikáliím, a lehké pro energetickou účinnost.
6061 Nášlapná deska T6 splňuje všechny tyto požadavky a je uvedena v městském autobusu, příměstská železnice, a standardy nákupu lehkých kolejových vozidel v Severní Americe a mezinárodně.
Rampy a vyrovnávací můstky: Nakládací plošiny – používané k překlenutí mezery mezi podlahami skladiště a korbami návěsů nákladních automobilů – jsou kritickými bezpečnostními prvky, které musí unést zatížení vysokozdvižného vozíku 5 000–10 000 kg a zároveň jsou dostatečně lehké pro ruční přemístění..
6061 Dokovací plechy běhounu T6 nabízejí výrazné snížení hmotnosti oproti ocelovým alternativám při zachování dostatečné konstrukční kapacity.
Mořské prostředí patří mezi nejnáročnější korozní prostředí pro kovové materiály, kombinující slanou vodu s obsahem chloridu, UV záření, biologické znečištění, a mechanické namáhání působením vln a dopadem.
Zatímco slitiny řady 5xxx (zejména 5052, 5083, 5086) obecně nabízejí vynikající odolnost proti korozi v mořském prostředí, 6061 Nášlapná deska T6 nachází významné uplatnění v námořních podmínkách, kde je vyžadována její vyšší pevnost a kde je ochrana povrchu (eloxování nebo lakování) se používá k doplnění její vlastní odolnosti proti korozi.
Podlahy lodí a podlahy kokpitu: Rekreační a komerční paluba lodí 6061 Dezén běhounu T6 poskytuje odolnost proti uklouznutí za mokra – zásadní pro bezpečnost posádky. Eloxované povrchy chrání před napadením slanou vodou a degradací UV zářením.
Uličky, nástupní rampy, a mola chodníky: Spojení břeh-plavidlo a molo-mólo musí přenášet pěší provoz a přitom překlenout různé mezery, vyžadující tuhost a pevnost konstrukce. 6061 T6 splňuje tyto požadavky při zachování zvládnutelné hmotnosti pro ruční nastavení.
Offshore plošinové schodišťové stupně a rošty: Pevné pobřežní plošiny a plovoucí výrobní zařízení vyžadují neklouzavé pochozí povrchy v prostředích, kde kontaminace uhlovodíky a rozstřikování vln vytváří extrémní nebezpečí uklouznutí. 6061 Nášlapná deska schodišťových stupňů T6, s vhodnou povrchovou úpravou, splňují příslušné normy námořní a pobřežní bezpečnosti (OSHA, břišní svaly, DNV).
Ve stavebním sektoru, 6061 Hliníková nášlapná deska T6 slouží jak funkčním konstrukčním rolím, tak estetickým aplikacím, kde je výrazný povrch nášlapné desky ceněn jako designový prvek.
Průmyslové podlahy a mezaninové palubky: Mezipatra skladu, vybavení platforem, a překryvy továrního podlaží 6061 Nášlapná deska T6 nabízí rychlou instalaci, dlouhá životnost s minimální údržbou, a strukturální kapacita přiměřená pro většinu průmyslových zátěží (2.5–7,5 kPa, v závislosti na aplikaci).
Schodišťové stupně a hrany: Požadavky stavebních předpisů na bezpečnost schodišť v komerčních a průmyslových provozech vedou k širokému používání schodišťových komponentů z nášlapných desek. Vyvýšený vzor poskytuje požadovanou odolnost proti uklouznutí; pevnost T6 poskytuje dostatečnou nosnost; hliníkový povrch odolává venkovním povětrnostním vlivům, kterým jsou venkovní schody vystaveny.
Interiéry výtahů: Často se vyskytují vnitřní podlahy komerčních výtahů 6061 Dezén T6 pro svou kombinaci odolnosti proti opotřebení, snadné čištění, strukturální přiměřenost, a estetickou přitažlivost.
Dekorativní architektonický obklad: Reflexní kovový vzhled hliníkové nášlapné desky, zejména v eloxovaném nebo leštěném provedení, je stále častěji specifikován architekty jako designový prvek pro fasády budov, opláštění sloupů, wainscoting, a interiérové architektonické prvky v komerčních a veřejných budovách.
Ochranné kryty a bezpečnostní kryty strojů: Bezpečnostní kryty průmyslových strojů a přístupové panely vyrobené z 6061 Nášlapná deska T6 kombinuje požadovanou konstrukční tuhost s nízkou hmotností, což usnadňuje manipulaci při údržbě a snižuje zatížení rámů stroje.
Prostředí zpracování potravin: Hliník je skutečně kompatibilní s aplikacemi přicházejícími do styku s potravinami – je netoxický, snadno se čistí, a v souladu s USDA/FDA. 6061 Chodníky a plošiny T6 v potravinářských provozech odolávají přísným čisticím a dezinfekčním protokolům (čištění párou, žíravé čisticí prostředky) potravinářského prostředí.
Přehlídková mola a pracovní plošiny: Průmyslová zařízení vyžadují zvýšené chodníky pro přístup k procesnímu zařízení, tanky, a inženýrské sítě. 6061 Dezénové lávky T6 nabízejí požadovanou konstrukční kapacitu, protiskluzový povrch, dlouhá životnost, a nízké náklady na údržbu v náročném chemickém a tepelném prostředí průmyslových závodů.
Vojenské specifikace pro podlahy pozemních vozidel, vybavení pozemní podpory letadel, přenosné přemosťovací systémy, a přistávací plochy vrtulníku často odkazují 6061 Hliníková nášlapná deska T6, rozpoznává jeho kombinaci strukturální výkonnosti, hmotnostní účinnost, a odolnost proti korozi, která je jedinečně vhodná pro požadavky vojenské logistiky.
MIL-DTL-32505 a související obranné specifikace se řídí nákupem běhounů na vojenské úrovni, často vyžadující plnou sledovatelnost materiálu a certifikaci třetí stranou.
Jak je podrobně uvedeno v části V.3, 6061-T6 poskytuje dobrou odolnost proti korozi za mírných až středních podmínek prostředí.
Pro mnoho aplikací nášlapných desek – stupačky nákladních automobilů, skladové podlahy, vnitřky výtahů – povrch válcovaný nebo frézovaný poskytuje dostatečnou ochranu proti korozi po celou dobu životnosti produktu pouze s běžnou údržbou čištění.
Tam, kde se očekává agresivnější prostředí – expozice pobřežního moře, kontakt odmrazovací soli na aplikacích ve vozidle, vystavení chemickému zařízení – k zajištění odpovídající ochrany proti korozi a životnosti je nutná povrchová úprava.
Eloxování je elektrochemický proces, při kterém se hliníkový povrch přemění na hustý, tvrdý oxid hlinitý (Al203) vrstva průchodem stejnosměrného proudu částí ponořenou v elektrolytu (typicky kyselina sírová).
Vrstva anodického oxidu je integrální součástí hliníkového substrátu – není to povlak, který se může odlupovat nebo odlupovat – a poskytuje výrazně zvýšenou odolnost proti korozi, Tvrdost povrchu, a kosmetickou trvanlivostí.
Typ II (Architektonický) Eloxování: Vyrábí se v elektrolytu kyseliny sírové při standardní proudové hustotě, vytváření oxidových vrstev o tloušťce 5–25 µm.
Eloxování typu II poskytuje dobrou odolnost proti korozi pro většinu architektonických a komerčních aplikací, vynikající barvitelnost pro dekorativní barevné možnosti, a povrchovou tvrdostí přibližně 200–300 Vickers (HV) — výrazně tvrdší než základní kov (95 HB ≈ 100 HV).
Typ III (Tvrdé eloxování): Vyrábí se při nižších teplotách a vyšších proudových hustotách v kyselině sírové (někdy s přísadami), vytváření oxidových vrstev o tloušťce 25–100 µm.
Tvrdé eloxování typu III vytváří povrchovou tvrdost 400–600 HV – blížící se tvrdosti kalené oceli – a poskytuje mimořádnou odolnost proti opotřebení a otěru kromě vynikající ochrany proti korozi.
Tvrdě eloxovaná nášlapná deska je určena pro náročné aplikace včetně pozemního podpůrného vybavení letadel, povrchy průmyslových nástrojů, a podlahy vojenských vozidel.
Eloxovací problémy na běhounu: Vyvýšený vzor vytváří potenciál pro nerovnoměrné rozložení hustoty proudu během eloxování, což může vést ke změnám tloušťky na povrchu vzoru.
Kvalitní eloxování na nášlapné desce vyžaduje pečlivý návrh přípravku, koupelová agitace, a řízení procesu pro dosažení jednotné tloušťky oxidu napříč geometrií vzoru.
Organické nátěrové systémy poskytují ochranu proti korozi prostřednictvím bariérového mechanismu – izolování kovového povrchu od okolní vlhkosti a elektrolytů – spíše než mechanismu elektrochemické pasivace eloxování..
Pro aplikace nášlapné desky vystavené mechanickému oděru (pěší provoz, nakládka vozidla), nátěrové systémy musí kombinovat dobrou přilnavost s odpovídající tvrdostí a pružností.
Příprava povrchu je nejkritičtějším určujícím faktorem výkonnosti organického povlaku. Pro 6061 Nášlapná deska T6, příprava povrchu typicky zahrnuje odmaštění alkalickým čističem, leptání pro vytvoření profilu povrchu, a konverzní nátěr (chromát nebo bezchromový fosfát/zirkoničitan) k zajištění podpory adheze a inhibice koroze na rozhraní povlaku.
Epoxidový základní nátěr + polyesterový nebo polyuretanový vrchní nátěr systémy poskytují vynikající přilnavost, chemická odolnost, a UV stabilita pro venkovní aplikace.
Vysoce nanášené epoxidové systémy (60–125 µm DFT) jsou určeny pro nejnáročnější požadavky na ochranu proti korozi.
Práškové lakování (termosetový polyester, hybrid epoxy-polyester) poskytuje dobrou mechanickou odolnost, nákladová efektivita pro velké objemy výroby, a bez emisí rozpouštědel (důležité pro dodržování životního prostředí).
Lakovaná práškovou barvou 6061 Nášlapná deska T6 je běžná v komerčních architektonických a dopravních aplikacích.
Řezání kotoučovou pilou je nejběžnější způsob řezání 6061 Nášlapná deska T6 na délku a šířku.
Kotouče z tvrdokovu s kladným úhlem čela 3–6°, jemná rozteč zubů (6–10 TPI pro tlustý plech), a řezné rychlosti 1 500–3 500 m/min poskytují čisté řezy s minimálním otřepy. Pro tlusté plechy se doporučuje použití chladicí kapaliny/maziva.
Plazmové řezání umožňuje rychlé řezání jakéhokoli tvaru v plechu až 25 mm, se střední kvalitou hran.
Plazma ovlivněná zóna (PAZ) zavádí teplo, které lokálně žíhá mikrostrukturu T6, vytvoření měkké zóny analogické svařování HAZ.
Pro konstrukční aplikace, kde jsou okrajové zóny nosné, plazmou řezané hrany by měly být odstraněny obráběním.
Řezání vodním paprskem poskytuje přesné řezání bez tepelně ovlivněné zóny, vynikající kvalita hran, a schopnost řezat složité tvary a obrysy.
Je to preferovaná metoda tam, kde je kritická rozměrová přesnost a kvalita hran – vlastní schodišťové stupně, dekorativní architektonické prvky, a přesné konstrukční prvky.
Řezání vodním paprskem je pomalejší a dražší na metr než řezání plazmou nebo pilou.
Řezání laserem hliníku je proveditelné, ale náročnější než u oceli kvůli vysoké odrazivosti a tepelné vodivosti hliníku.
Vysoce výkonné vláknové lasery (4– 12 kW) s plynem podporujícím dusík může snížit hliníkovou nášlapnou desku až přibližně 10 mm, ale vyžadují specializované optické systémy a pečlivý výběr parametrů, aby se zabránilo spálení povrchu.
Stříhání je vhodný pro nášlapnou desku do tloušťky základny cca 4–5 mm, poskytující rychlé rovné řezy.
Vzorek běhounu může být na linii smyku mírně zkreslený, a kvalita hran je obecně nižší než u řezání pilou nebo vodním paprskem.
Ohýbání 6061 Dezén běhounu T6 vyžaduje pečlivou pozornost k minimálnímu poloměru ohybu, aby nedošlo k prasknutí na vnějším napínacím povrchu.
Minimální poloměry ohybu doporučené Aluminium Association pro plechy a plechy 6061-T6 jsou:
| Tloušťka (mm) | Minimální poloměr ohybu (příčný) | Minimální poloměr ohybu (podélný) |
| 1.6 | 3.2 mm (2t) | 4.8 mm (3t) |
| 2.0 | 4.0 mm (2t) | 6.0 mm (3t) |
| 3.0 | 7.5 mm (2.5t) | 10.5 mm (3.5t) |
| 4.0 | 12.0 mm (3t) | 16.0 mm (4t) |
| 6.0 | 24.0 mm (4t) | 30.0 mm (5t) |
Orientace vzoru vzhledem k čáře ohybu je důležitá praktická úvaha.
Ohýbání s žebry rovnoběžnými s linií ohybu (ohýbání přes žebra) vytváří koncentrace napětí na základnách žeber a vyžaduje větší minimální poloměry než ohýbání s žebry kolmými k linii ohybu.
Tam, kde jsou vyžadovány těsné ohyby, žíhání na tvrdost O před tvářením a následné tepelné zpracování na T6 – při zvýšení nákladů – umožňuje tváření na mnohem menší poloměry bez praskání.
MĚ (GMAW) svařování je nejběžnějším procesem svařování pro 6061 Výroba nášlapné desky T6. Doporučené přídavné slitiny jsou:
Ochranný plyn pro svařování hliníku metodou MIG je typický 100% Argon (průtok 15–20 l/min).
Napájení střídavým proudem (pro TIG) nebo DC+ polarita (pro MĚ) zajišťuje nezbytné katodické čištění k odstranění povrchové vrstvy oxidu hlinitého během svařování.
TIG (GTAW) svařování poskytuje vyšší kvalitu a přesnost svaru než MIG a je preferován pro kritické konstrukční svary, tenkovrstvý materiál, a esteticky kvalitní spoje.
Střídavý proud s vysokofrekvenčním startem je standardem pro hliníkové TIG.
Svařování třením (FSW): Pro vysoce výkonné aplikace nebo aplikace přilehlé k letectví, FSW nabízí spojení v pevné fázi, které eliminuje roztavenou lázeň a dramaticky snižuje degradaci pevnosti HAZ spojenou s tavným svařováním.
FSW z 6061-T6 vytváří spoje účinnosti 85–95 % pevnosti základního kovu, ve srovnání s 55–75 % u tavně svařovaných spojů.
FSW se stále více používá v dopravě (paluba lodi, podlahové panely kolejových vozidel) a obranné aplikace.
Farmaceutické a kritické aplikace 6061 Nášlapná deska T6 vyžaduje plnou sledovatelnost materiálu od desky až po hotový výrobek.
Primárním certifikačním dokumentem je Zpráva o testu mlýna (MTR), který zaznamenává skutečné chemické složení (teplem), výsledky mechanických zkoušek (losem), parametry tepelného zpracování, a výsledky rozměrové kontroly.
MTR jsou generovány podle EN 10204:2004 Typ 3.1 (certifikováno mlýnem) nebo Typ 3.2 (certifikováno nezávislou třetí stranou).
Pro vládní a obranné zakázky, další certifikace včetně osvědčení o shodě (CoC) podle platných vojenských specifikací, identifikační označení materiálu, a může být vyžadována dokumentace země původu.
Shoda výroby slitiny je ověřena optická emisní spektrometrie (OES) na ztuhlých vzorcích odebraných z každé licí tavby.
OES poskytuje rychlé, přesná kvantifikace všech specifikovaných prvků současně. Rentgenová fluorescence (XRF) analýza — k dispozici v přenosném, ruční přístroje — umožňuje v terénu ověřit identitu slitiny na přijatém materiálu, poskytuje kritickou ochranu proti záměnám slitin (náhrada nevyhovující slitiny za specifik 6061).
Zkouška tahem podle ASTM E8 vyžaduje extrakci standardních plochých nebo kulatých zkušebních vzorků z materiálu desky.
Pro nášlapnou desku, vzorky se obvykle odebírají z oblasti obecného kovu (vyhnout se vzorovým žebrům), s dlouhou osou vzorku rovnoběžnou a příčnou ke směru válcování.
Plná shoda vyžaduje jak UTS, tak mez kluzu, aby byly splněny nebo překročeny minima ASTM B632 (310 MPa UTS, 276 MPa YS pro T6) s prodloužením ≥ 8%.
Zkouška tvrdosti podle Brinella (ASTM E10) pomocí a 500 kg zatížení a 10 Kulička mm poskytuje rychlou kontrolu kvality pro ověření teploty T6.
6061-Nominální tvrdost T6 95 HB je výrazně nad žíhanými nebo T4 hodnotami (30 HB a přibližně 65 HB, respektive), umožňuje rychlou detekci nedostatečně stárnoucího nebo žíhaného materiálu maskovaného jako T6.
Ultrazvukové testování (UT) podle ASTM B594 nebo EN 10160 se používá k detekci vnitřních laminací, inkluze, a poréznost v tlustém běhounu.
C-scan imerzní UT nebo kontaktní pulzní echo UT může mapovat celou oblast destičky pro indikace vnitřních defektů překračujících specifikovaná kritéria přijatelnosti.
Testování vířivými proudy se používá pro detekci povrchových trhlin, kola, a další povrchově spojené vady.
Automatizované systémy vířivých proudů integrované do linek válcovací stolice poskytují 100% schopnost kontroly povrchu při výrobních rychlostech.
Ocelový žebrový plech (typicky měkká ocel A36 nebo A572) je primární konkurenční alternativou k hliníkovému běhounu v mnoha konstrukčních aplikacích.
Volba mezi těmito dvěma materiály zahrnuje kompromisy ve více výkonových a ekonomických dimenzích:
| Kritérium | 6061 T6 hliník | Ocel A36 |
| Hustota (g/cm³) | 2.70 | 7.85 |
| Hmotnost (relativní, stejnou tloušťku) | 1× | 2.9× |
| Pevnost v tahu (MPa) | 310 | 400–550 |
| Poměr pevnosti a hmotnosti | 115 MPa·cm3/g | 51–70 MPa·cm³/g |
| Odolnost proti korozi | Dobrý (v mírném prostředí není potřeba žádný nátěr) | Chudý (vyžaduje povrchovou úpravu nebo galvanizaci) |
| Požadavek na údržbu | Nízký | Střední až vysoká |
| Elektrická vodivost | 43% IACS | ~ 3% IAC |
| Tepelná vodivost (W/m·K) | 167 | 50 |
| Svařitelnost | Dobrý (se správnou výplní) | Vynikající |
| Relativní cena materiálu (na kg) | ~3–5× vyšší | Spodní |
| Relativní náklady životního cyklu | Srovnatelné s nižšími (méně údržby) | Vyšší v korozivním prostředí |
| Typická výhoda aplikace | Citlivé na váhu, korozivní prostředí | Vysoká zátěž, s nízkou korozí, nákladově citlivý |
Vynikající poměr pevnosti a hmotnosti hliníkové nášlapné desky (přibližně 2× větší než u ocelového plechu na hmotnostním základě), v kombinaci s jeho vlastní odolností proti korozi, dělá z něj preferovanou volbu v dopravě, námořní, a venkovní stavební aplikace i přes vyšší počáteční cenu materiálu.
Náklady na životnost hliníkové nášlapné desky – zohledňující sníženou údržbu, delší životnost, a zvýšení užitečného zatížení/efektivity ze snížení hmotnosti – je pro tyto aplikace často nižší než u oceli.
| Vlastnictví | 6061-T6 | 5052-H32 | 3003-H14 | 6063-T6 | 5086-H32 |
| UTS (MPa) | 310 | 228 | 150 | 241 | 290 |
| YS (MPa) | 276 | 193 | 130 | 214 | 207 |
| Prodloužení (%) | 12 | 12 | 8 | 8 | 10 |
| Odolnost proti korozi | Dobrý | Vynikající | Vynikající | Dobrý | Vynikající |
| Nejlepší aplikace | Strukturální, generál | Námořní, mírná strukturální | Lehká dekorativní | Architektonický | Námořní strukturální |
| Svařitelnost | Dobrý | Vynikající | Vynikající | Dobrý | Vynikající |
Plast vyztužený vlákny (FRP) mřížka konkuruje hliníkové nášlapné desce v korozivním průmyslovém prostředí, kde není přijatelná ani standardní odolnost hliníku proti korozi, ani hmotnost oceli:
| Kritérium | 6061 Dezén T6 | FRP mřížka |
| Hmotnost (přibližný, kg/m²) | 8–30 (podle tloušťky) | 5–10 |
| Odolnost proti korozi | Dobrý | Vynikající (chemicky specifické) |
| Elektrická vodivost | Vysoký | Nevodivé (výhodu v oblastech ohrožených elektrickým proudem) |
| Konstrukční nosnost | Vysoký (pevná deska) | Mírný (otevřená mřížka) |
| Odolnost vůči nárazu | Vynikající | Mírný (křehký) |
| Odvodnění | Chudý (pevná deska) | Vynikající (otevřená mřížka) |
| UV odolnost | Dobrý (eloxovaný) | Mírný (časem degraduje) |
| Recyklovatelnost | Vynikající | Chudý |
| Náklady | Mírný | Vyšší počáteční; podobný životní cyklus |
6061 Hliníková nášlapná deska T6 je materiál s pozoruhodnou všestranností, inženýrský výkon, a široký průmyslový význam.
Záměrná kombinace 6061 chemické precipitační vytvrzování slitiny Mg-Si se špičkovou temperací T6 poskytuje pětinásobnou mez kluzu než žíhaná slitina, umožňující jediným materiálem splnit strukturální požadavky na podlahy návěsů nákladních vozidel, offshore platforma schodišťové stupně, přístupové panely vojenských vozidel, a architektonické stavební prvky se stejnou autoritou.
Výrazný vyvýšený vzor, který definuje běhoun jako kategorii produktů, současně poskytuje odolnost proti uklouznutí pro bezpečnost personálu, povrchová tuhost pro strukturální účinnost, a vizuální identitu celosvětově spojenou s průmyslovou kvalitou a trvanlivostí.
Výrobní proces, který vyrábí nášlapnou desku T6 – od desky stejnosměrně lité přes válcování za tepla s vyražením vzoru, roztokové tepelné zpracování, kalení, a umělé stárnutí — představuje sofistikovanou integraci fyzikální metalurgie, termomechanické zpracování, a precizní kontrola kvality.
Každá fáze tohoto procesu se řídí přesně stanovenými normami (ASTM B632, ASTM B209, AMS 2770, V 1386) které zajišťují, že dodaný produkt bude splňovat mechanické a rozměrové vlastnosti, na které se stavební inženýři při svých návrzích spoléhají.
Případ udržitelnosti pro 6061 Hliníkový běhoun T6 je jemný, ale nakonec příznivý.
Zatímco primární výroba hliníku nese významnou energetickou a uhlíkovou náročnost, Výjimečná recyklovatelnost hliníku (s 95% úspora energie vs. prvovýroba), jeho dlouhá životnost v aplikacích odolných proti korozi, a úspora hmotnosti, kterou umožňuje v dopravních aplikacích, se spojuje s environmentální výkonností během životního cyklu, která je v mnoha případech použití konkurenceschopná nebo lepší než alternativy oceli.
Rostoucí dostupnost nízkouhlíkových, Hliník s certifikací ASI dále zlepšuje profil udržitelnosti produktů běhounové desky.





Běžný hliníkový kruhový kotouč pro lampy je 1050-O, 1060-Ó, 1100-Ó, atd., protože stínidlo se získává lisováním hliníkových disků, a hliníkové disky ve stavu O mají lepší tažnost a jsou vhodnější pro lisování;

The 1000 série hliníkových plechů je série čistých hliníkových plechů. Jeho složení je převážně hliník, s obsahem větším než 99%.

5000 Hliníková deska série válcované zrcadlo je vysoce kvalitní produkt z hliníkové slitiny charakterizovaný jeho výjimečnou povrchovou odrazivostí (≥ 85%) a odolnost proti korozi. Vyrábí se prostřednictvím pokročilých procesů válcování a leštění na studena, dosahuje zrcadlového povrchu a zároveň si zachovává sílu a formovatelnost 5000 sériové slitiny.

3004 hliníková cívka je slitina hliníku a manganu, což je nejrozšířenější antikorozní hliník. Pevnost této slitiny není vysoká. Je to podobné jako 3003 slitiny s asi 1% přidán hořčík.

5754 hliníkový plech se vyznačuje vynikající zpracovatelností, dobrá odolnost proti korozi, svařitelnost a snadné tvarování. Jako kovaná slitina, 5754 hliníkový plech lze tvarovat válcováním, vytlačování, a kování, ale ne odléváním.

0.75 hliníkový plech označuje hliníkový plech o tl 0.75 palce, také známý jako 0.75" hliníkový plech;
č.52, Dongming Road, Zhengzhou, Henan, Čína
Henan Huawei Aluminium Co., Ltd, Jeden z největších dodavatelů hliníku v Číně Henan,Jsme založena v roce 2001 a máme bohaté zkušenosti s dovozem a vývozem a vysoce kvalitními hliníkovými výrobky
Po – So, 8AM – 17:00
Neděle: ZAVŘENO
© Copyright © 2023 Henan Huawei Aluminium Co., Ltd
Nejnovější komentáře
Hliník 5754 H111 หนา 8 mm กว้าง x ยาว : 4 X 6 noha
Dobrý den, velmi dobře, volám z Íránu, potřebujeme zlatou fólii 12 mikronů, šíře 61 cm, cca 35 tisíc metrů měsíčně.
Vážený prodejní tým, Doufám, že se vám daří dobře. Hledáme hliníkové produkty od vaší společnosti a ocenili bychom vaši nejlepší cenovou nabídku na následující: Aluminum Sheets Thickness: 2 mm, 3 mm, 4 mm, a 5 mm Please provide your available standard sheet sizes. Uveďte prosím cenu za list a cenu za metrickou tunu. Aluminum Coils Thickness: 2 mm, 3 mm, 4 mm, a 5 mm Please provide your available coil widths, standardní závaží cívek, a specifikace vnitřního průměru. Uveďte prosím cenu za metrickou tunu. Pro plechy i svitky, prosím zahrňte: Dostupné slitiny (např. 1050, 3003, 5052) Temper options Mill finish or other available surface finishes Minimum Order Quantity (MOQ) Production lead time Payment terms Please provide your quotation based on: CIF Jebel Ali Port, Spojené arabské emiráty (včetně námořní dopravy), nebo alternativně poskytnout jak FOB China, tak CIF Jebel Ali Port, Ceny SAE. Pokud je k dispozici, prosím také o zaslání: Product catalogue Mill Test Certificate (MTC) sample Photos of the products and packaging. Máme zájem o navázání dlouhodobého obchodního vztahu. Očekává se, že náš počáteční objem nákupu bude 100+ metrických tunách, s potenciálem pro větší a opakující se objednávky, pokud vaše ceny, kvalitní, a služby splňují naše požadavky. děkuji za váš čas. Těšíme se na vaši nabídku a doufáme, že navážeme úspěšné dlouhodobé partnerství. S pozdravem, Ing.Yousef
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、Pokud takový produkt existuje, jeho hmotnost、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、Můžete mi říct cenu?