Ontdek waarom 6061 T6 aluminium loopvlakplaat levert 310 MPA treksterkte, Superieure corrosieweerstand, en betrouwbare slipbescherming. Verken mechanische eigenschappen, ASTM B632-specificaties, structurele ontwerpbegeleiding, en best practices op het gebied van fabricage – alles in één gezaghebbende referentie.




6061 T6 aluminium loopvlakplaat vertegenwoordigt een van de meest gespecificeerde en veelzijdige structurele aluminiumproducten voor wereldwijd industrieel gebruik.
De combinatie van de 6061 De magnesium-silicium-precipitatiehardende chemie van de legering met de T6-piekveroudering levert een materiaal op met een uitzonderlijke sterkte-gewichtsverhouding, betrouwbare corrosiebestendigheid, en brede fabricagecompatibiliteit – alles komt tot uiting in het kenmerkende oppervlak met verhoogd patroon dat de loopvlakplaat definieert als een productcategorie.
Dit artikel biedt een uitgebreid overzicht, multiperspectiefonderzoek van 6061 T6 aluminium loopvlakplaat, verspreid over de metallurgische fundamenten, warmtebehandeling wetenschap, patroon ontwerp, mechanische en fysische eigenschappen, productieproces, dimensionale normen, industriële toepassingen, bescherming tegen corrosie, constructief technisch ontwerp, fabricage praktijken, kwaliteitsborging, vergelijkende analyse, Milieu -duurzaamheid, marktdynamiek, en toekomstige innovatietrajecten.
Gericht op bouwkundig ingenieurs, productie-ingenieurs, inkoopprofessionals, materiaalwetenschappers, en fabrikanten, Deze referentie combineert een rigoureuze technische diepgang met praktisch inzicht in de sector 12,000 woorden.
De 6Aluminiumlegeringen uit de xxx-serie onderscheidt zich door magnesium (mgr) en silicium (En) als de belangrijkste legeringselementen.
Deze twee elementen combineren tijdens de warmtebehandeling om de intermetallische verbinding Mg2Si te vormen (magnesiumsilicide), dat dient als het primaire versterkende neerslag in 6xxx-legeringen.
De 6xxx-serie neemt een unieke positie in in het landschap van aluminiumlegeringen: het biedt warmtebehandelbare sterkteniveaus die aanzienlijk hoger zijn dan die van de niet-warmtebehandelbare 3xxx- en 5xxx-series, gecombineerd met lasbaarheid, corrosieweerstand, en fabricageveelzijdigheid superieur aan de hogere sterkte 2xxx (op koper gebaseerd) en 7xxx (op zinkbasis) serie legeringen.
Onder legeringen uit de 6xxx-serie, 6061 is veruit het meest geproduceerde en gebruikte wereldwijd – een positie die het al tientallen jaren inneemt op basis van zijn uitgebalanceerde combinatie van kracht, corrosieweerstand, lasbaarheid, en bewerkbaarheid.
Voor het eerst ontwikkeld in de jaren dertig onder de aanduiding 61S, het blijft een benchmarklegering waartegen nieuwere 6xxx-legeringen vaak worden geëvalueerd.
Huawei 6061 T6 aluminium loopvlakplaat
De chemische samenstelling van 6061 aluminium wordt gedefinieerd door internationale normen, waaronder ASTM B209 (Verenigde Staten), IN 573-3 (Europa), en GB/T 3880 (China).
De nominale samenstelling en toegestane bereiken zijn:
| Element | Samenstelling bereik (%) | Primaire functie |
| Aluminium (Al) | Rest (≥95,8) | Primaire matrix |
| Magnesium (mgr) | 0.80 – 1.20 | Vormt een Mg2Si-neerslag; primaire versteviger |
| Silicium (En) | 0.40 – 0.80 | Vormt een Mg2Si-neerslag; versteviger |
| Koper (Cu) | 0.15 – 0.40 | Versterking van solide oplossingen; verhoogt het SCC-risico |
| Chroom (Cr) | 0.04 – 0.35 | Remming van de graangroei; corrosieweerstand |
| Ijzer (Fe) | ≤ 0.70 | Onzuiverheid; gecontroleerd om grove intermetallische stoffen te beperken |
| Mangaan (Mn) | ≤ 0.15 | Onzuiverheidsplafond; graancontrole |
| Zink (Zn) | ≤ 0.25 | Onzuiverheidsplafond |
| Titanium (Van) | ≤ 0.15 | Korrelverfijning tijdens het gieten |
| Anderen (elk) | ≤ 0.05 | Controle van onzuiverheden |
| Anderen (totaal) | ≤ 0.15 | Totaal onzuiverheidsplafond |
Magnesium en Silicium (Mg₂Si-systeem): De mg:Als het systeem in 6061 bedraagt ongeveer 1.73:1 op gewicht, dicht bij de stoichiometrische verhouding van Mg2Si (1.73:1).
Deze balans zorgt voor maximale Mg₂Si-precipitatie tijdens het rijpen, het verstrekken van het primaire versterkingsmechanisme.
Overtollig silicium voorbij de Mg₂Si-stoichiometrie draagt bij aan extra vaste oplossing en neerslagversterking door elementaire Si-deeltjes.
Koper: Bij 0,15–0,40%, koper zorgt voor aanvullende versterking van de vaste oplossing en draagt bij aan de verharding van neerslag door de vorming van CuAl₂ (θ-fase) slaat neer tijdens het ouder worden.
Echter, koper verhoogt ook de gevoeligheid voor intergranulaire corrosie en, bij hogere concentraties, Stresscorrosie kraken.
Het relatief lage kopergehalte van 6061 vertegenwoordigt een doelbewuste balans tussen sterkteverbetering en corrosieprestaties.
Chroom: Chroomtoevoegingen van 0,04–0,35% dienen twee doelen: remming van herkristallisatie tijdens heet werken (het handhaven van een boete, sterkere korrelstructuur) en bijdragen aan de algemene corrosieweerstand door het elektrochemische gedrag van het legeringsoppervlak te wijzigen.
Chroomhoudende dispersoïden (Al₇Cr en gerelateerde fasen) zijn effectieve obstakels voor graangrensmigratie.
Ijzer: IJzer is een onzuiverheid in 6061, gecontroleerd tot ≤0,70%. IJzer vormt grof Al₃Fe en Al₆(FeMn) intermetallische fasen die de taaiheid en taaiheid verminderen.
Strakkere ijzercontrole – hieronder 0.40% — is gespecificeerd voor materiaal van ruimtevaartkwaliteit waarbij taaiheid en vermoeidheidsprestaties van cruciaal belang zijn.
| Eigendom | 6061 | 5052 | 3003 | 6063 | 7075 |
| Treksterkte (T6, MPa) | 310 | 228 | 130 | 241 | 572 |
| Opbrengststerkte (T6, MPa) | 276 | 193 | 115 | 214 | 503 |
| Corrosieweerstand | Goed | Uitstekend | Uitstekend | Goed | Gematigd |
| Lasbaarheid | Goed | Uitstekend | Uitstekend | Goed | Arm |
| Bewerkbaarheid | Goed | Eerlijk | Eerlijk | Eerlijk | Goed |
| Hitte te behandelen | Ja | Nee | Nee | Ja | Ja |
| Relatieve kosten | Gematigd | Laag-matig | Laag | Gematigd | Hoog |
| Gebruik van loopvlakplaat | Primaire structurele | Maritiem/buiten | Lichte plicht | Decoratief | Alleen ruimtevaart |
6061De positie van het bedrijf als de dominante legering van loopvlakplaten weerspiegelt de unieke combinatie van echte structurele sterkte (geschikt voor het vervoeren van aanzienlijke levende en dode ladingen), aanvaardbare corrosieweerstand voor de meeste serviceomgevingen, en fabricageveelzijdigheid die snijden mogelijk maakt, buigen, lassen, en machinaal bewerken volgens standaard werkplaatsmethoden.
6061 T6 aluminium loopvlakplaat met verschillende patronen
De temperaanduidingen van aluminiumlegeringen worden gedefinieerd door ANSI H35.1 (Verenigde Staten) en de gelijkwaardige ISO 2107 standaard.
De temperatuuraanduiding communiceert de thermische en mechanische verwerkingsgeschiedenis van het materiaal na het gieten of heet bewerken.
Voor warmtebehandelbare legeringen zoals 6061, de temperaturen uit de T-serie duiden op een specifieke warmtebehandeling en verouderingssequenties.
Het T6-tempo duidt specifiek aan: oplossingswarmtebehandeld en vervolgens kunstmatig verouderd - wat betekent dat de legering volledig oplossingswarmtebehandeld is bij verhoogde temperatuur, snel uitgedoofd, en vervolgens kunstmatig verouderd bij een tussenliggende temperatuur tot maximale sterkte.
Oplossing warmtebehandeling (SHT): De eerste fase van de T6-verwerking omvat verwarming 6061 materiaal tot een temperatuur van 529°C ± 6°C (typisch 520–535°C) en het voldoende lang vasthouden om de Mg2Si en andere oplosbare fasen in een vaste oplossing in de aluminiummatrix op te lossen.
De houdtijd is afhankelijk van de sectiedikte: typisch 30 minuten voor dunne plaat, 1–4 uur voor dikke plaat. Het doel is een oververzadigde vaste oplossing van Mg en Si in aluminium - een thermodynamisch onstabiele toestand die de voorwaarde is voor daaropvolgende precipitatieharding.
Uniformiteit van de temperatuur is van cruciaal belang; AMS 2770 (de specificatie voor warmtebehandeling in de lucht- en ruimtevaart) vereist een temperatuuruniformiteit van ±6°C gedurende de gehele lading. Voor commerciële loopvlakplaat, ±8°C wordt doorgaans gespecificeerd.
Afschrikken: Onmiddellijk na voltooiing van SHT, het materiaal moet snel worden afgeschrikt tot kamertemperatuur om neerslag van Mg2Si tijdens het afkoelen te onderdrukken, het bewaren van de oververzadigde vaste oplossing.
Koud water blussen (onderdompeling in water van 40°C of lager) is de meest effectieve methode, het bereiken van koelsnelheden van enkele honderden graden Celsius per seconde aan het oppervlak.
Geforceerde luchtdoving wordt gebruikt waar vervormingsbeheersing van cruciaal belang is, iets lagere piekeigenschappen accepteren.
De temperatuur waarbij het materiaal de quench verlaat, moet lager zijn dan 70°C om volledige onderdrukking van neerslag tijdens het afkoelen te garanderen.
Gevoeligheid voor afschrikken — de gevoeligheid voor krachtverlies door langzaam afschrikken — is matig 6061 vergeleken met legeringen met een hoger kopergehalte, waardoor het relatief tolerant is voor variaties in de afschriksnelheid over dikke secties.
Hoe dan ook, dikke loopplaat (boven 6 mm basismetaal) kan eigenschapsgradiënten van oppervlak tot kern vertonen als gevolg van verschillende uitdovingssnelheden.
Kunstmatige veroudering: Na het blussen, de oververzadigde vaste oplossing wordt verouderd bij 177°C ± 6°C (typisch bereik 170–180°C) gedurende 8–12 uur. Tijdens het ouder worden, Mg₂Si slaat kiemvorming neer en groeit door een reeks metastabiele voorloperfasen: GP-zones → β” (naaldvormige coherente neerslagen) → b' (staafvormig semi-coherent) → b (Mg₂si, onsamenhangend).
Pieksterkte (T6-conditie) komt overeen met de overheersing van β” en fijne β’-precipitaten, die maximaal coherent zijn met de aluminiummatrix en de grootste weerstand bieden tegen dislocatiebewegingen.
De precipitatievolgorde en de resulterende eigenschappen zijn kritisch gevoelig voor verouderingstijd en temperatuur. Minderjarig (onvoldoende tijd of temperatuur) laat de legering in T4-toestand achter - gedeeltelijk verouderd, met lagere sterkte.
Oververoudering voorbij de T6-piek vermindert de sterkte omdat de neerslag grover wordt en de samenhang verliest, overgaand naar T7 (te oud) woedeaanval.
Productiecontrole van verouderingsparameters tot binnen ±5°C en ±30 minuten is essentieel voor het consistent bereiken van T6-eigenschappen.
Het contrast tussen uitgegloeid (O humeur) en T6 6061 aluminium illustreert de opmerkelijke kracht van neerslagharding:
| Eigendom | 6061-O (Gegloeid) | 6061-T6 | Verbeterfactor |
| Ultieme treksterkte (MPa) | 124 | 310 | 2.5× |
| Opbrengststerkte (MPa) | 55 | 276 | 5.0× |
| Brinell-hardheid (HB) | 30 | 95 | 3.2× |
| Verlenging bij breuk (%) | 25 | 12 | 0.5× (verminderd) |
| Vermoeidheid Sterkte (MPa) | ~ 62 | ~97 | 1.6× |
De vijfvoudige toename van de vloeigrens van O- naar T6-temperatie gaat ten koste van een verminderde ductiliteit (verlenging gehalveerd) en enigszins verminderde breuktaaiheid.
Voor traanplaattoepassingen – waarbij de primaire vereiste sterkte en stijfheid is om lasten te dragen, in plaats van koude vervormbaarheid – deze afweging is volkomen terecht.
| Woedeaanval | Verwerken | UTS (MPa) | YS (MPa) | Verlenging (%) | Primair gebruik |
| O | Gegloeid | 124 | 55 | 25 | Koud vervormen, buigen |
| T4 | SHT + natuurlijke leeftijd | 241 | 145 | 22 | Matige kracht, vormbaar |
| T6 | SHT + kunstmatige leeftijd | 310 | 276 | 12 | Structureel, dragend |
| T651 | T6 + stress verlicht | 310 | 276 | 12 | Bord; verbeterde vlakheid |
| T6511 | Geëxtrudeerd, SHT + leeftijd + klein koud werk | 290 | 255 | 8 | Extrusies |
De aanduiding T651 – T6 met spanningsverlichting door uitrekken – wordt doorgaans gespecificeerd voor dikke plaattoepassingen waarbij maatvastheid tijdens de bewerking belangrijk is, omdat de rekbewerking de restspanningen vermindert die door het afschrikken worden geïntroduceerd.
Voor loopvlakplaat, die doorgaans wordt geproduceerd in meters waar restspanning minder kritisch is, standaard T6 is de dominante specificatie.
Aluminium loopvlakplaat voor pick-up trucks
Het bepalende kenmerk van een traanplaat, ook wel traanplaat genoemd, diamanten plaat, of durbarplaat - is het verhoogde patroon op een of beide oppervlakken van de plaat of plaat.
Dit patroon heeft meerdere gelijktijdige functies: het biedt slipweerstand voor personeel dat op het oppervlak loopt; het voegt oppervlaktestijfheid toe (traagheidsmoment) op de plaat zonder toevoeging van platgewalst gewicht; het biedt een visueel onderscheidende esthetiek die algemeen wordt geassocieerd met industriële kwaliteit; en het dient als slijtoppervlak dat het basismetaal beschermt tegen direct contact en slijtage.
Het patroon wordt gevormd tijdens het warmwalsen door de aluminiumstrip door rollen te leiden waarbij op één rol het omgekeerde van het gewenste patroon in het oppervlak is machinaal bewerkt.. Terwijl het hete aluminium door de rolspleet gaat, het patroon is met hoge betrouwbaarheid in reliëf in het zachte metalen oppervlak aangebracht.
Patroon met één staaf: Eén enkele opstaande ribbe die parallel loopt aan de rolrichting. Zelden gebruikt in structurele toepassingen; af en toe gebruikt in decoratieve contexten of waar unidirectionele slipweerstand specifiek vereist is.
Patroon met twee staven: Twee parallelle ribben die een kleine hoek maken met de rolrichting. Biedt verbeterde slipweerstand in dwarsrichting vergeleken met het éénstaafpatroon. Gebruikt in sommige Europese en Aziatische markten.
Drie-Bar (Tribar) Patroon: Drie parallelle ribben op ongeveer 30-45 graden ten opzichte van de rolrichting, gerangschikt in een zich herhalende diagonale reeks. Gebruikelijk op Europese markten en bepaalde maritieme toepassingen. Biedt een goede slipweerstand in meerdere richtingen.
Vijf-Bar (Diamant/ruit) Patroon: Het meest gebruikte loopvlakplaatpatroon ter wereld, vooral op de Noord-Amerikaanse markten. Bestaat uit vijf langwerpige, verhoogde ribben die vanuit een centraal punt in een karakteristiek straalpatroon zijn gerangschikt, het creëren van een diamantachtig herhalend motief over het plaatoppervlak. Het vijfstavenpatroon biedt uitstekende slipweerstand in meerdere richtingen, hoge esthetische aantrekkingskracht, en is het standaardpatroon voor het meeste transport, bouw, en industriële toepassingen.
Linze (Ronde stip) Patroon: Een patroon van verhoogde halfronde of linzenvormige uitsteeksels gerangschikt in een regelmatig raster. Gebruikelijk in bepaalde Europese markten en speciale toepassingen. Biedt omnidirectionele slipweerstand.
Aangepaste en eigen patronen: Sommige fabrikanten produceren eigen patroonontwerpen die zijn geoptimaliseerd voor specifieke prestatiecriteria: maximale antislipprestaties, minimale patroongewichttoevoeging, of onderscheidende esthetische identiteit. Deze zijn doorgaans duurder vanwege gespecialiseerd rolgereedschap.
De dimensionale kenmerken van loopvlakplaatpatronen zijn gespecificeerd in ASTM B632 (voor aluminium loopvlakplaat op Noord-Amerikaanse markten) and EN 1386 (Europese standaard).
Belangrijke geometrische parameters omvatten:
ASTM B632 specificeert patroonhoogtetoleranties van ±0,25 mm voor standaardpatronen en vereist dat alle gespecificeerde patroonafmetingen binnen de tolerantieband blijven.
De slipweerstand van loopvlakoppervlakken wordt gekenmerkt door de wrijvingscoëfficiënt (Cof) tussen het plaatoppervlak en een referentievoet- of schoenzoolmateriaal.
ASTM D2047 en de door OSHA gerefereerde ASTM F609 bieden testmethoden voor het meten van de slipweerstand. Droge COF voor 6061 De T6-loopvlakplaat met vijf staven overschrijdt doorgaans de limiet 0.6 (tegen standaard leren en rubberen zoolmaterialen) — ruim boven de algemene sectordrempel van OSHA van 0.5 voor loopoppervlakken op de werkplek.
De natte COF is aanzienlijk lager – doorgaans 0,3–0,5 – wat het smerende effect van water op de gladde metalen oppervlakken tussen de verhoogde ribben weerspiegelt.
De antislipprestaties van de loopvlakplaat worden verbeterd door:
De volgende mechanische eigenschappen zijn kenmerkend voor 6061-T6 aluminium in de vorm van plaat en plaat volgens ASTM B209 en ASTM B632:
| Eigendom | Waarde | Teststandaard |
| Ultieme treksterkte (UTS) | 310 MPa (45 ksi) | ASTM E8 |
| Opbrengststerkte (0.2% gecompenseerd) | 276 MPa (40 ksi) | ASTM E8 |
| Verlenging bij breuk (50 mm maat) | 8–12% | ASTM E8 |
| Brinell-hardheid | 95 HB | ASTM E10 |
| Rockwell-hardheid | 60 HRB | ASTM E18 |
| Afschuifsterkte | 207 MPa (30 ksi) | — |
| Draagkracht (ultiem) | 607 MPa (88 ksi) | — |
| Draagkracht (opbrengst) | 386 MPa (56 ksi) | — |
| Vermoeidheid Sterkte (5×10⁸ cycli) | ~97 MPa (14 ksi) | ASTM E466 |
| Elasticiteitsmodulus (E) | 68.9 GPa (10,000 ksi) | — |
| Afschuifmodulus (G) | 26.0 GPa (3,770 ksi) | — |
| Poisson-ratio | 0.33 | — |
Opgemerkt moet worden dat het patroon in de loopvlakplaat lokale spanningsconcentraties veroorzaakt aan de basis van de ribben tijdens buig- en vermoeiingsbelasting..
Bij structurele berekeningen moet gebruik worden gemaakt van de dikte van het basismetaal (niet de totale patroonhoogte) voor berekeningen van sectie-eigenschappen, en vermoeiingsontwerpen moeten geschikte spanningsconcentratiefactoren omvatten.
| Eigendom | Waarde |
| Dikte | 2.70 g/cm³ (0.0975 pond/in³) |
| Warmtegeleiding | 167 W/m·K |
| Elektrische geleiding | 43% IACS |
| Thermische expansiecoëfficiënt | 23.6 µm/m · ° C (13.1 µin/inch·°F) |
| Specifieke warmtecapaciteit | 896 J/kg·K |
| Smeltbereik | 582–652°C (1,080–1.205°F) |
| Anodiserende reactie | Uitstekend |
De dichtheid van 6061-T6 bij 2.70 g/cm³ is ongeveer een derde van die van staal (7.85 g/cm³). Dit fundamentele verschil in eigenschappen vormt de basis voor de gewichtsbesparing die ervoor zorgt dat aluminium loopvlakplaten de voorkeur verdienen boven staal in gewichtsgevoelige toepassingen zoals transport., mobiele apparatuur, en grondsteun voor de lucht- en ruimtevaart.
6061-T6 vertoont een goede tot matige corrosieweerstand voor een aluminiumlegering. Het natuurlijke aluminiumoxide (Al₂O₃) laag die zich spontaan op het legeringsoppervlak vormt, biedt aanzienlijke corrosiebescherming in de atmosfeer, zoetwater, en milde chemische omgevingen.
Echter, Verschillende corrosiemechanismen zijn relevant voor de 6061-T6-loopvlakplaat die in gebruik is:
Algemene atmosferische corrosie: 6061-T6 presteert goed in landelijke en de meeste stedelijke atmosferische omgevingen, waarbij slechts oppervlakkige oppervlakteoxidatie ontstaat (cosmetische putjes) gedurende langere blootstellingsperioden zonder significante structurele achteruitgang.
Mariene omgevingen: Chloride-ionen in kust- en mariene omgevingen kunnen de passieve oxidelaag afbreken, het initiëren van putcorrosie. 6061-T6 is minder resistent dan legeringen uit de 5xxx-serie (zoals 5052 of 5083) in mariene omgevingen, voornamelijk vanwege het kopergehalte. Voor agressieve maritieme toepassingen, anodiseren, schilderen, of vervanging van legeringen (naar 5052 of 5086) moet worden overwogen.
Intergranulaire corrosie: De koperhoudende korrelgrenzen van 6061-T6 zijn gevoelig voor intergranulaire corrosie in agressieve chlorideomgevingen. Dit kan leiden tot exfoliatie (delaminatie van oppervlaktelagen) in ernstige gevallen.
Stresscorrosie kraken (SCC): 6061-T6 vertoont matige SCC-resistentie. De legering is aanzienlijk beter bestand tegen SCC dan de legeringen uit de 2xxx-serie met een hoog kopergehalte of de legeringen uit de 7xxx-serie met een hoog zinkgehalte, maar minder resistent dan kopervrij 5xxx of 6063 legeringen. SCC is doorgaans geen ontwerpprobleem voor toepassingen met loopvlakplaten, tenzij aanhoudende trekspanningen samenvallen met agressieve chemische blootstelling.
Galvanische corrosie: Wanneer 6061-T6 in elektrisch contact staat met edelere metalen (koper, roestvrij staal, koolstofstaal) in aanwezigheid van een elektrolyt, galvanische corrosie van het aluminium kan optreden. Isolerende materialen (kunststof ringen, afdichtingsbarrières) moet worden gebruikt op ongelijksoortige metalen contactpunten.
Bewerkbaarheid: 6061-T6 wordt beoordeeld als een goede bewerkingslegering. De harde T6-temperatuur produceert kortsluiting, gebroken spanen die de bewerking vergemakkelijken, en de legering kan met hoge snelheden worden bewerkt met een uitstekende oppervlakteafwerking met behulp van hardmetalen gereedschappen. De bewerkbaarheid wordt bij benadering beoordeeld 50% ten opzichte van de vrij verspanende legering 2011-T3 (beoordeeld 100%).
Lasbaarheid: 6061-T6 kan MIG gelast worden (Gawn) en Tig (GTAW) processen, maar lassen introduceert een kritische eigenschapsoverweging: de hitte van het lassen zorgt voor een plaatselijke oplossing en/of veroudering van de T6-microstructuur in de door hitte beïnvloede zone (Hazel), vermindering van de sterkte tot ongeveer T4 of uitgegloeid niveau binnen ongeveer 25-50 mm van de middellijn van de las. Met deze vermindering van de HAZ-sterkte moet rekening worden gehouden in het structurele ontwerp: de Aluminium Design Manual (ADM) specificeert verminderde toelaatbare spanningen in HAZ-regio's.
Vervormbaarheid: In T6-temperatuur, 6061 heeft een beperkte koude vervormbaarheid. Bij het buigen met kleine stralen bestaat het risico dat er scheuren ontstaan aan het buitenste buigoppervlak. Minimale buigradii voor T6-materiaal variëren van 2t (tweemaal de materiaaldikte) voor dunne meters tot 4t of meer voor dikkere meters. Waar aanzienlijke vorming vereist is, werken in T4 of gegloeide toestand gevolgd door een herwarmtebehandeling tot T6 heeft de voorkeur.
Gereedschapskist gebruikt 6061 T6 aluminium loopvlakplaat
Productie van 6061 De T6-loopvlakplaat begint met de voorbereiding van de legering in een primaire of secundaire aluminiumsmelterij. Hoogzuiver aluminium (typisch 99.7% Al) wordt gesmolten en gevuld met nauwkeurige toevoegingen van magnesium, silicium, koper, en chroommasterlegeringen om het doel te bereiken 6061 samenstelling.
Korrelraffinage van titanium-boor (Ti-B) masterlegering wordt onmiddellijk vóór het gieten aan de smelt toegevoegd om fijnheid te bevorderen, gelijkassige korrelstructuur in de gestolde plaat.
Grote rollende platen (typisch 400-600 mm dik, 1,000–2.000 mm breed, en 4.000–8.000 mm lang) worden geproduceerd door directe koeling (gelijkstroom) semi-continu gieten, waarbij de aluminiumsmelt in een watergekoelde mal wordt gegoten waaruit de stollende plaat continu wordt geëxtraheerd.
Gegoten platen worden vervolgens gedurende 4 tot 12 uur bij ongeveer 560–580 °C gehomogeniseerd om de oplosbare fasen op te lossen, elimineer samenstellingsgradiënten door stolling, en intermetallische deeltjes sferoïdiseren. Homogenisatie is essentieel voor consistent warmwalsgedrag en eindproducteigenschappen.
Vóór het warmwalsen, plaatoppervlakken worden gescalpeerd (vlakgefreesd) om de gescheiden buitenlaag te verwijderen die tijdens het stollen is gevormd, ervoor zorgen dat oppervlaktedefecten, insluitsels, en chemische variaties planten zich niet voort in het eindproduct.
Gehomogeniseerde platen worden voorverwarmd in duw- of loopovens tot 450–520 °C en warmgewalst in omkeer- of tandemwalsen.
Progressieve diktereducties worden in meerdere passages toegepast, eventueel met tussentijds opwarmen, totdat de strip de beoogde overdrachtsdikte bereikt (typisch 4–15 mm, afhankelijk van de uiteindelijke maatvereisten).
De cruciale en unieke stap bij de productie van loopvlakplaten vindt plaats in een van de laatste warmwalsgangen: de strip passeert een rolstandaard waarin één rol zit (meestal de onderste werkrol) draagt het negatieve (omgekeerd) van het loopvlakplaatpatroon dat in het oppervlak is machinaal bewerkt.
Terwijl de hete strip door deze rolspleet gaat, het zachte aluminium wordt in de patroonholten gedrukt, het getrouw reproduceren van de patroongeometrie op het plaatoppervlak.
Patroonrolontwerp – inclusief ribhoek, hoogte, toonhoogte, en diepgangshoeken – is een kritische technische discipline die de productkwaliteit en de levensduur van de wals bepaalt.
Patroonrollen worden vervaardigd uit hoogchroom- of hogesnelheidsgereedschapsstaal, nauwkeurig bewerkt en geslepen volgens veeleisende toleranties.
Het controleren van de spoorbreedte tijdens het warmwalsen van de loopvlakplaat vereist speciale aandacht omdat de patroonrol een variërende druk over de rolbreedte uitoefent, het introduceren van complexiteit in de geautomatiseerde metercontrole (AGC) systeem reactie.
Moderne hete walserijen gebruiken feedforward en feedback AGC om de dikte van het basismetaal binnen de specificaties te houden, ongeacht de reliëfkrachten van het patroon.
Na warmwalsen (En, indien nodig, koudwalsen tot einddikte), de plaat moet een oplossingswarmtebehandeling ondergaan om T6-eigenschappen te bereiken. Voor loopvlakplaat, SHT wordt uitgevoerd in een van de twee configuraties:
Continue oven (rol haard): De plaat gaat met gecontroleerde snelheid op transportrollen door een lange tunneloven, het bereiken van de beoogde weektemperatuur en -tijd. Continue ovens bieden een hoge doorvoer en uitstekende temperatuuruniformiteit voor dun materiaal, maar vereisen een zorgvuldige snelheids- en temperatuurprofilering voor dikkere platen om doordrenking van de dikte te garanderen.
Batch-oven (luchtcirculatie): Platen worden op ovenwagens gestapeld en batchgewijs verwerkt. Batchverwerking maakt langere weektijden mogelijk voor dikke platen en biedt grotere flexibiliteit voor niet-standaardformaten, maar vereist een zorgvuldige stapeling en afstand voor temperatuuruniformiteit.
In navolging van SHT, platen worden geblust door onderdompeling in een waterblustank of door watersproei-impingement. De uitdoving moet van binnenuit worden gestart 15 seconden nadat de plaat de oven verlaat (volgens AMS 2770 vereisten) om de neerslag van grof Mg₂Si tijdens de overdracht te minimaliseren, wat de uiteindelijke eigenschappen zou aantasten.
De afgeschrikte platen worden overgebracht naar verouderingsovens die werken bij 177°C ± 6°C. Borden worden 8-12 uur bij temperatuur verouderd.
De uniformiteit van de temperatuur in de verouderingsoven wordt geverifieerd door thermokoppelonderzoeken per AMS 2770 voordat een oven in aanmerking komt voor T6-rijping. Na veroudering, platen worden luchtgekoeld tot kamertemperatuur.
De gecombineerde SHT + De verouderingscyclus van de T6-loopvlakplaat is een aanzienlijke kapitaal- en energie-investering.
Moderne faciliteiten bereiken een aanzienlijke energie-efficiëntie via warmteterugwinningssystemen in ovens, geoptimaliseerde laadpraktijken, en voorspellende procescontrole die herverwerking als gevolg van eigenschappen die buiten de specificatie vallen tot een minimum beperkt.
Afschrikken introduceert restspanningen en kromtrekken in aluminiumplaten als gevolg van differentiële thermische contractie. Na veroudering, platen zijn op spanning gebracht of met rollen genivelleerd om de vlakheid te corrigeren.
Spanningsnivellering – het geleiden van de plaat door spankaken onder gecontroleerde trekbelasting – is bijzonder effectief voor het verwijderen van krommingen zonder het patroon te beschadigen.
De vlakheidstolerantie voor de loopvlakplaat is gespecificeerd in ASTM B632.
Platen worden met een cirkelzaag op afgewerkte afmetingen gesneden, afschuiven, of plasmasnijden, afhankelijk van dikte en gewenste randkwaliteit.
Door het ontbramen van de randen worden scherpe bramen verwijderd die tijdens de installatie letsel of montageproblemen kunnen veroorzaken.
Opties voor oppervlakteafwerking — anodiseren, schilderen, of poedercoating - worden aangebracht nadat alle mechanische verwerking is voltooid, omdat deze behandelingen de uiteindelijke corrosie- en esthetische bescherming bieden gedurende de levensduur van het product.
De maat- en eigenschapsvereisten voor 6061 T6 aluminium loopvlakplaat wordt bepaald door:
| Standaard | Uitgevende instantie | Domein |
| ASTM B632 | ASTM Internationaal | Gerolde loopvlakplaat van aluminiumlegering - primaire Noord-Amerikaanse standaard |
| ASTM B209 | ASTM Internationaal | Plaat en plaat van aluminium en aluminiumlegering |
| IN 1386 | CEN (Europa) | Aluminium en aluminiumlegeringen — loopvlakplaten |
| GB/T 3880 | SAC (China) | Plaat van aluminium en aluminiumlegering, laken, en strippen |
| AMS 2770 | SAE Internationaal | Warmtebehandeling van onderdelen van gesmede aluminiumlegering |
| AMS-QQ-A-250/11 | SAE Internationaal | Aluminium profiel 6061 bord en blad |
| Aluminium ontwerphandleiding | De Aluminiumvereniging | Structureel ontwerp met aluminiumproducten |
ASTM B632 specificeert loopvlakplaten in basismetaaldiktes vanaf 1.27 mm (0.050 in) naar 12.70 mm (0.500 in).
De norm definieert “dikte van het basismetaal” als de dikte van het platte metaal onder het patroon – de afmeting die wordt gebruikt voor structurele berekeningen – exclusief patroonhoogte.
Standaard plaat- en plaatbreedtes variëren van 600 mm tot 2,000 mm, met 1,220 mm (48 in) En 1,524 mm (60 in) breedtes die het meest voorkomen op Noord-Amerikaanse markten.
Standaardlengtes zijn doorgaans 2,440 mm (96 in) En 3,050 mm (120 in), met op maat gemaakte afmetingen op maat verkrijgbaar bij servicecentra.
Dikte toleranties per ASTM B632 variëren afhankelijk van de nominale dikte en breedte:
| Basismetaaldiktebereik | Dikte tolerantie (±) |
| 1.27 – 3.18 mm | 0.15 – 0.25 mm |
| 3.18 – 6.35 mm | 0.25 – 0.38 mm |
| 6.35 – 12.70 mm | 0.38 – 0.50 mm |
Patroon hoogte voor standaard vijfstavenpatroon varieert van 0.89 mm tot 2.03 mm afhankelijk van de dikte van het basismetaal, met toleranties van ±0,25 mm.
Voor constructieberekeningen en aanbestedingen, gewicht per oppervlakte-eenheid van de loopvlakplaat is een kritische parameter. Geschatte gewichten voor gangbare meters:
| Dikte van basismetaal (mm) | Ca.. Gewicht (kg/m²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Opmerking: Het werkelijke gewicht omvat ongeveer 5-10% toevoeging voor het patroonverhoogde materiaal ten opzichte van een gelijkwaardige vlakke plaat.
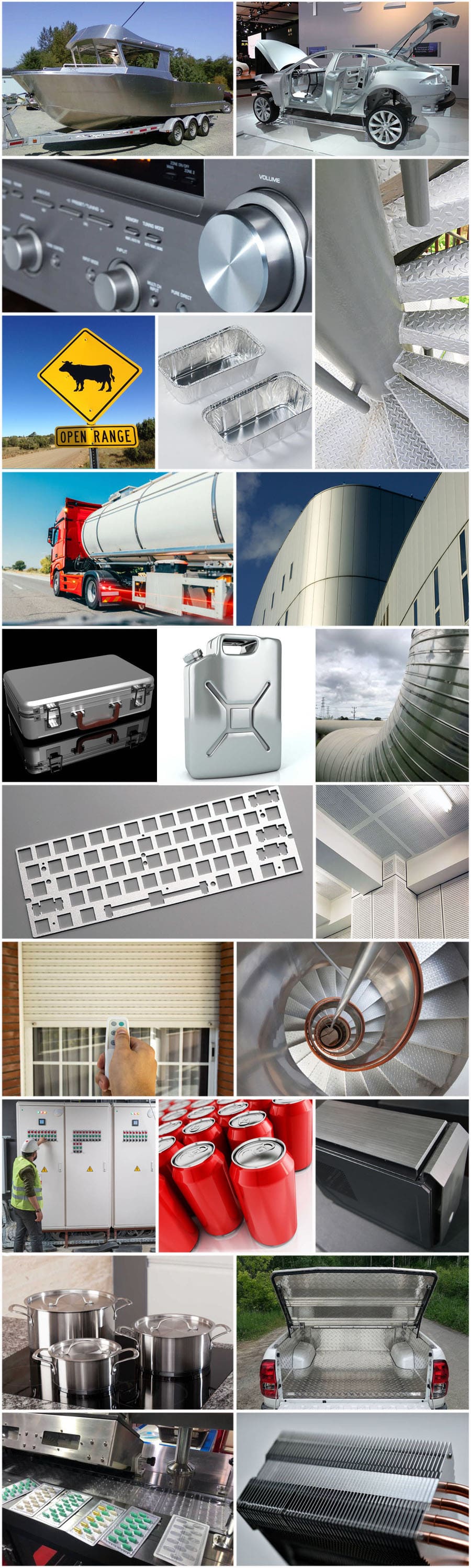
De transportsector is de grootste consument van 6061 T6 aluminium loopvlakplaat wereldwijd.
De hoge sterkte-gewichtsverhouding van de legering, gecombineerd met corrosiebestendigheid en het antislipoppervlak, maakt hem ideaal voor voertuigtoepassingen waarbij laadvermogen en veiligheid tegelijkertijd vereist zijn.
Treeplanken en treeplanken voor pick-up trucks, SUV's, bestelwagens, en bedrijfsvoertuigen behoren tot de meest zichtbare consumentengerichte toepassingen.
6061 T6-tredeplaten moeten bestand zijn tegen herhaalde dynamische belastingen van inzittenden die in en uit het voertuig stappen, gecombineerd met blootstelling aan strooizout, vocht, en mechanische impact van wegresten. De hoge vloeigrens van het T6-temper voorkomt permanente vervorming onder deze omstandigheden.
Vloer van aanhangwagen voor vlakbed, vee, en gesloten vrachttrailers vertegenwoordigen een structurele toepassing met een hoog volume.
6061 T6-loopvlakplaat met een basisdikte van 3-5 mm zorgt voor het draagvermogen voor het wettelijke laadvermogen, terwijl het eigengewicht van de aanhanger onder het maximaal toegestane bruto voertuiggewicht blijft (GVWR).
Een gewichtsbesparing van 50-60% vergeleken met gelijkwaardige stalen vloeren vertaalt zich direct in een groter laadvermogen of een verbetering van de brandstofefficiëntie.
Vloeren voor bus- en spoorvoertuigen: Transitvoertuigen hebben een vloer nodig die bestand is tegen jarenlang zwaar voetgangersverkeer, is antislip voor de veiligheid van passagiers, bestand tegen schoonmaakchemicaliën, en lichtgewicht voor energie-efficiëntie.
6061 T6-loopvlakplaat voldoet aan al deze eisen en is gespecificeerd in gemeentebus, forenzenspoor, en normen voor de aanschaf van lightrailvoertuigen in Noord-Amerika en internationaal.
Opritten en docklevellers: Laadplatformplaten – gebruikt om de opening tussen de vloeren van magazijnen en de laadvloeren van vrachtwagens te overbruggen – zijn cruciale veiligheidsitems die vorkheftrucklasten van 5.000 tot 10.000 kg moeten kunnen dragen en tegelijkertijd licht genoeg moeten zijn voor handmatige herpositionering..
6061 T6-dokplaten met loopvlakplaten bieden een aanzienlijke gewichtsvermindering ten opzichte van stalen alternatieven, terwijl er voldoende structurele capaciteit behouden blijft.
Het maritieme milieu behoort tot de meest veeleisende corrosieomgevingen voor metalen materialen, het combineren van met chloor beladen zout water, UV straling, biovervuiling, en de mechanische spanningen van golfwerking en impact.
Terwijl legeringen uit de 5xxx-serie (bijzonder 5052, 5083, 5086) bieden over het algemeen superieure corrosieweerstand in maritieme omgevingen, 6061 T6-loopvlakplaat vindt belangrijke toepassing in maritieme contexten waar een hogere sterkte vereist is en waar oppervlaktebescherming nodig is (anodiseren of schilderen) wordt toegepast om de inherente corrosieweerstand aan te vullen.
Bootdekken en cockpitvloeren: Dekwerk voor recreatie- en commerciële vaartuigen 6061 T6-loopvlakplaat biedt slipweerstand in natte omstandigheden – cruciaal voor de veiligheid van de bemanning. Geanodiseerde afwerkingen beschermen tegen zoutwateraantasting en UV-degradatie.
Gangboorden, opstaphellingen, en piergangen: Verbindingen tussen wal en schip en tussen pier en pier moeten voetgangersverkeer vervoeren en variabele openingen overbruggen, die structurele stijfheid en sterkte vereisen. 6061 De T6 voldoet aan deze vereisten, terwijl het beheersbare gewicht behouden blijft voor handmatige aanpassing.
Offshore platformtraptreden en roosters: Vaste offshore-platforms en drijvende productiefaciliteiten vereisen antislip-loopoppervlakken in omgevingen waar koolwaterstofverontreiniging en golfspatten extreme slipgevaren veroorzaken. 6061 T6 loopvlakplaat traptreden, met de juiste oppervlaktebehandelingen, voldoen aan de relevante maritieme en offshore veiligheidsnormen (OSHA, buikspieren, DNV).
In de bouwsector, 6061 T6 aluminium loopvlakplaat dient zowel functionele structurele rollen als esthetische toepassingen waarbij het onderscheidende loopvlakoppervlak wordt gewaardeerd als designelement.
Industriële vloeren en tussenvloeren: Magazijn tussenverdiepingen, platformen voor apparatuur, en fabrieksvloeroverlays in 6061 T6-loopvlakplaat biedt snelle installatie, lange levensduur met minimaal onderhoud, en structurele capaciteit die voldoende is voor de meeste industriële belastingen (2.5–7,5 kPa, afhankelijk van de toepassing).
Traptreden en neuzen: Bouwvoorschriften voor trapveiligheid in commerciële en industriële gebouwen zorgen voor een wijdverbreid gebruik van trapcomponenten met loopvlakplaten. Het verhoogde patroon zorgt voor de nodige slipweerstand; de T6-sterkte zorgt voor voldoende draagvermogen; het aluminium oppervlak is bestand tegen de weersomstandigheden buitenshuis waaraan buitentrappen onderhevig zijn.
Liftinterieurs: De binnenvloeren van commerciële liften zijn vaak aanwezig 6061 T6-loopvlakplaat vanwege de combinatie van slijtvastheid, eenvoudige reiniging, structurele geschiktheid, en esthetische aantrekkingskracht.
Decoratieve architecturale bekleding: Het reflecterende metalen uiterlijk van de aluminium loopvlakplaat, vooral in geanodiseerde of gepolijste afwerking, wordt door architecten steeds vaker gespecificeerd als ontwerpelement voor gevels van gebouwen, kolombekleding, lambrisering, en interieurarchitectonische kenmerken in commerciële en openbare gebouwen.
Machineafschermingen en veiligheidsafdekkingen: Veiligheidsbehuizingen en toegangspanelen voor industriële machines gemaakt van 6061 T6-loopvlakplaten combineren de vereiste structurele stijfheid met een laag gewicht, wat de hantering tijdens onderhoudstoegang vereenvoudigt en de belasting op machineframes vermindert.
Omgevingen voor voedselverwerking: Aluminium is intrinsiek compatibel met toepassingen die in contact komen met voedsel; het is niet giftig, gemakkelijk schoon te maken, en USDA/FDA-compatibel. 6061 T6 looppaden en platforms met loopvlakplaten in voedselverwerkingsfaciliteiten zijn bestand tegen de strenge reinigings- en ontsmettingsprotocollen (stoomreiniging, bijtende schoonmaakmiddelen) van voedselveilige omgevingen.
Loopbruggen en werkplatforms: Industriële faciliteiten vereisen verhoogde looppaden voor toegang tot procesapparatuur, tanks, en nutsvoorzieningen. 6061 T6-looppaden met loopvlakplaten bieden de vereiste structurele capaciteit, antislip oppervlak, Lange dienstverlening, en lage onderhoudskosten in de veeleisende chemische en thermische omgevingen van industriële installaties.
Militaire specificaties voor grondvoertuigvloeren, grondondersteuningsapparatuur voor vliegtuigen, draagbare overbruggingssystemen, en landingsplatforms voor helikopters worden vaak genoemd 6061 T6 aluminium loopvlakplaat, erkenning van de combinatie van structurele prestaties, gewichtsefficiëntie, en corrosieweerstand als uniek geschikt voor militaire logistieke vereisten.
MIL-DTL-32505 en gerelateerde defensiespecificaties zijn van toepassing op de aanschaf van loopvlakplaten van militaire kwaliteit, waarvoor vaak volledige traceerbaarheid van het materiaal en certificering door derden vereist zijn.
Zoals beschreven in Sectie V.3, 6061-T6 biedt een goede corrosieweerstand onder milde tot matige omgevingsomstandigheden.
Voor veel traanplaattoepassingen – treeplanken voor vrachtwagens, magazijn vloer, binnenkant van de lift: het gewalste of gewalste oppervlak biedt adequate corrosiebescherming gedurende de hele levensduur van het product, met alleen routinematig schoonmaakonderhoud.
Waar agressievere omgevingen worden verwacht: blootstelling aan de kustgebieden, contact met strooizout bij voertuigtoepassingen, Blootstelling aan chemische fabrieken – oppervlaktebehandeling is vereist om adequate corrosiebescherming en levensduur te garanderen.
Anodiseren is een elektrochemisch proces waarbij het aluminiumoppervlak wordt omgezet in een dichtheid, harde aluminiumoxide (Al₂O₃) laag door gelijkstroom te laten lopen door het onderdeel dat is ondergedompeld in een elektrolyt (typisch zwavelzuur).
De anodische oxidelaag is een integraal onderdeel van het aluminiumsubstraat (geen coating die kan afbladderen of afbrokkelen) en zorgt voor een dramatisch verbeterde corrosieweerstand, oppervlakte hardheid, en cosmetische duurzaamheid.
Type II (Architectonisch) Anodiseren: Geproduceerd in zwavelzuurelektrolyt bij standaard stroomdichtheid, het ontwikkelen van oxidelagen met een dikte van 5–25 µm.
Type II-anodisatie biedt een goede corrosieweerstand voor de meeste architectonische en commerciële toepassingen, uitstekende verfbaarheid voor decoratieve kleuropties, en oppervlaktehardheid van ongeveer 200–300 Vickers (HV) — aanzienlijk harder dan het basismetaal (95 HB ≈ 100 HV).
Type III (Hard anodiseren): Geproduceerd bij lagere temperaturen en hogere stroomdichtheden in zwavelzuur (soms met toevoegingen), het ontwikkelen van oxidelagen met een dikte van 25–100 µm.
Hard anodiseren van type III produceert een oppervlaktehardheid van 400–600 HV – bijna die van gehard staal – en biedt naast uitstekende corrosiebescherming uitstekende slijtvastheid en slijtvastheid.
Hard geanodiseerde loopvlakplaten worden gespecificeerd voor veeleisende toepassingen, waaronder grondondersteuningsapparatuur voor vliegtuigen, industriële gereedschapsoppervlakken, en vloeren van militaire voertuigen.
Anodisatie-uitdagingen op de loopvlakplaat: Het verhoogde patroon creëert de mogelijkheid voor een niet-uniforme stroomdichtheidsverdeling tijdens het anodiseren, wat kan resulteren in diktevariaties over het patroonoppervlak.
Kwalitatief anodiseren op de loopvlakplaat vereist een zorgvuldig armatuurontwerp, bad agitatie, en procescontrole om een uniforme oxidedikte over de patroongeometrie te bereiken.
Organische coatingsystemen bieden corrosiebescherming via een barrièremechanisme – waardoor het metalen oppervlak wordt geïsoleerd van omgevingsvocht en elektrolyten – in plaats van het elektrochemische passivatiemechanisme van anodiseren.
Voor traanplaattoepassingen die blootgesteld zijn aan mechanische slijtage (voetverkeer, voertuig laden), coatingsystemen moeten een goede hechting combineren met voldoende hardheid en flexibiliteit.
Oppervlakvoorbereiding is de meest kritische bepalende factor voor de prestaties van organische coatings. Voor 6061 T6 loopvlakplaat, De voorbereiding van het oppervlak omvat doorgaans het ontvetten met een alkalische reiniger, etsen om oppervlakteprofiel te ontwikkelen, en conversiecoating (chromaat of chroomvrij fosfaat/zirkonaat) om adhesiebevordering en corrosieremming op het coatinggrensvlak te bieden.
Epoxyprimer + polyester of polyurethaan toplaag systemen zorgen voor een uitstekende hechting, chemische weerstand, en UV-stabiliteit voor buitentoepassingen.
Hoogwaardige epoxysystemen (60–125 µm droge laagdikte) zijn gespecificeerd voor de meest veeleisende eisen op het gebied van corrosiebescherming.
Poedercoating (thermohardend polyester, epoxy-polyester hybride) biedt een goede mechanische weerstand, kostenefficiëntie voor grote productievolumes, en vrij zijn van uitstoot van oplosmiddelen (belangrijk voor de naleving van de milieuwetgeving).
Gepoedercoat 6061 T6-loopvlakplaat wordt veel gebruikt in commerciële architectonische en transporttoepassingen.
Cirkelzaag snijden is de meest gebruikelijke manier om te snijden 6061 T6 loopvlakplaat op lengte en breedte.
Zaagbladen met hardmetalen punten en een positieve hellingshoek van 3–6°, fijne tandsteek (6–10 TPI voor dikke plaat), en snijsnelheden van 1.500–3.500 m/min zorgen voor zuivere sneden met minimale braamvorming. Voor dikke platen wordt het gebruik van koel-/smeermiddel aanbevolen.
Plasmasnijden maakt het snel snijden van elke vorm in plaat mogelijk tot 25 mm, met matige randkwaliteit.
De door plasma beïnvloede zone (PAZ) introduceert warmte die lokaal de T6-microstructuur uitgloeit, het creëren van een zachte zone analoog aan de las-HAZ.
Voor structurele toepassingen waarbij randzones dragend zijn, plasmagesneden randen moeten machinaal worden verwijderd.
Waterstraalsnijden zorgt voor nauwkeurig snijden zonder door hitte beïnvloede zone, uitstekende randkwaliteit, en het vermogen om complexe vormen en contouren te snijden.
Het is de voorkeursmethode als maatnauwkeurigheid en randkwaliteit van cruciaal belang zijn: op maat gemaakte traptreden, decoratieve architectonische elementen, en precisie structurele componenten.
Waterstraalsnijden is langzamer en duurder per meter dan plasma- of zaagsnijden.
Lasersnijden van aluminium is haalbaar, maar uitdagender dan voor staal vanwege de hoge reflectiviteit en thermische geleidbaarheid van aluminium.
Fiberlasers met hoog vermogen (4–12 kW) met stikstof kan het hulpgas de aluminium loopvlakplaat tot ongeveer snijden 10 mm, maar vereisen gespecialiseerde optische systemen en zorgvuldige parameterselectie om verbranding van het oppervlak te voorkomen.
Scheren is geschikt voor traanplaten tot ongeveer 4–5 mm basisdikte, waardoor snelle, rechte sneden mogelijk zijn.
Het patroon van de loopvlakplaten kan bij de schuiflijn enigszins vervormd zijn, en de randkwaliteit is over het algemeen lager dan bij zaag- of waterstraalsnijden.
Buiging 6061 De T6-loopvlakplaat vereist zorgvuldige aandacht voor de minimale buigradius om scheuren aan het buitenste spanningsoppervlak te voorkomen.
De minimale buigradii aanbevolen door de Aluminium Association voor 6061-T6 platen en platen zijn:
| Dikte (mm) | Minimale buigradius (dwars) | Minimale buigradius (longitudinaal) |
| 1.6 | 3.2 mm (2T) | 4.8 mm (3T) |
| 2.0 | 4.0 mm (2T) | 6.0 mm (3T) |
| 3.0 | 7.5 mm (2.5T) | 10.5 mm (3.5T) |
| 4.0 | 12.0 mm (3T) | 16.0 mm (4T) |
| 6.0 | 24.0 mm (4T) | 30.0 mm (5T) |
Patroonoriëntatie ten opzichte van de buiglijn is een belangrijke praktische overweging.
Buigen met de ribben evenwijdig aan de buiglijn (buigen over de ribben) creëert spanningsconcentraties aan de basis van de ribben en vereist een grotere minimale straal dan buigen met ribben loodrecht op de buiglijn.
Waar scherpe bochten nodig zijn, gloeien tot O-temperatie vóór het vormen en daarna opnieuw warmtebehandeling tot T6 - terwijl de kosten toenemen - maakt het vormen tot veel kleinere stralen mogelijk zonder barsten.
MIJ (Gawn) lassen is het meest voorkomende lasproces voor 6061 Fabricage van T6-loopvlakplaten. Aanbevolen vullegeringen zijn:
Beschermgas voor MIG-lassen van aluminium is typisch 100% argon (debiet 15–20 l/min).
Wisselstroom (voor TIG) of DC+ polariteit (voor MIJ) zorgt voor de noodzakelijke kathodische reinigingsactie om de aluminiumoxide-oppervlaktelaag tijdens het lassen te verwijderen.
TIG (GTAW) lassen biedt een hogere laskwaliteit en precisie dan MIG en heeft de voorkeur voor kritische structurele lassen, dun materiaal, en esthetische kwaliteit voegen.
Wisselstroom met hoogfrequente start is standaard voor aluminium TIG.
Wrijvingsroerlassen (FSW): Voor hoogwaardige of aan de ruimtevaart gerelateerde toepassingen, FSW biedt solid-state verbindingen die het smeltbad elimineren en de vermindering van de HAZ-sterkte die gepaard gaat met smeltlassen dramatisch verminderen.
FSW van 6061-T6 produceert een gezamenlijke efficiëntie van 85-95% van de sterkte van het moedermetaal, vergeleken met 55-75% voor smeltlasverbindingen.
FSW wordt steeds vaker gebruikt in de transportsector (scheepsdek, vloerpanelen voor railvoertuigen) en defensietoepassingen.
Farmaceutische en kritische toepassingen van 6061 T6-loopvlakplaten vereisen volledige traceerbaarheid van het materiaal, van plaat tot eindproduct.
Het primaire certificeringsdocument is het Molentestrapport (MTR), die de werkelijke chemische samenstelling registreert (door hitte), mechanische testresultaten (per lot), parameters voor warmtebehandeling, en dimensionale inspectieresultaten.
MTR's worden gegenereerd per EN 10204:2004 Type 3.1 (gecertificeerd door de molen) of typ 3.2 (gecertificeerd door een onafhankelijke derde partij).
Voor overheids- en defensieaanbestedingen, aanvullende certificeringen, waaronder een certificaat van overeenstemming (KvK) aan de toepasselijke militaire specificaties, materiaalidentificatiemarkeringen, en documentatie over het land van herkomst kan vereist zijn.
De naleving van de productielegeringen wordt geverifieerd door optische emissiespectrometrie (OES) op gestolde monsters genomen bij elke giethitte.
OES zorgt voor snelle, nauwkeurige kwantificering van alle gespecificeerde elementen tegelijkertijd. Röntgenfluorescentie (XRF) analyse - beschikbaar in draagbaar, draagbare instrumenten — maakt verificatie ter plaatse mogelijk van de identiteit van de legering op ontvangen materiaal, het bieden van een kritische bescherming tegen verwisseling van legeringen (vervanging van niet-conforme legering voor gespecificeerd 6061).
Trekproeven volgens ASTM E8 vereisen extractie van standaard proefmonsters met platte of ronde staven uit het plaatmateriaal.
Voor loopvlakplaat, monsters worden doorgaans uit het basismetaalgebied genomen (patroonribben vermijden), waarbij de lange as van het monster evenwijdig aan en dwars op de walsrichting staat.
Volledige naleving vereist zowel UTS als vloeigrens om aan de ASTM B632-minima te voldoen of deze te overschrijden (310 MPa UTS, 276 MPa YS voor T6) met verlenging ≥ 8%.
Brinell-hardheidstesten (ASTM E10) met behulp van een 500 kg belasting en 10 mm kogel zorgt voor een snelle kwaliteitscontrole voor T6-temperatuurverificatie.
6061-T6 nominale hardheid van 95 HB ligt ruim boven de gegloeide of T4-waarden (30 HB en ongeveer 65 HB, respectievelijk), waardoor een snelle detectie mogelijk is van minder verouderend of uitgegloeid materiaal dat zich voordoet als T6.
Ultrasoon testen (UT) volgens ASTM B594 of EN 10160 wordt gebruikt om interne lamineringen te detecteren, insluitsels, en porositeit in dikke loopvlakplaat.
C-scan immersie UT of contactpuls-echo UT kan het volledige plaatoppervlak in kaart brengen voor interne defectindicaties die de gespecificeerde acceptatiecriteria overschrijden.
Wervelstroom testen wordt gebruikt voor het opsporen van scheuren aan het oppervlak, ronden, en andere oppervlaktegebonden defecten.
Geautomatiseerde wervelstroomsystemen geïntegreerd in walslijnen zorgen voor 100% oppervlakte-inspectiecapaciteit bij productiesnelheden.
Stalen traanplaat (typisch zacht staal A36 of A572) is het belangrijkste concurrerende alternatief voor aluminium loopvlakplaten in veel structurele toepassingen.
De keuze tussen de twee materialen brengt afwegingen met zich mee over meerdere prestatie- en economische dimensies:
| Criterium | 6061 T6 aluminium | A36 Staal |
| Dikte (g/cm³) | 2.70 | 7.85 |
| Gewicht (relatief, dezelfde dikte) | 1× | 2.9× |
| Treksterkte (MPa) | 310 | 400–550 |
| Sterkte-gewichtsverhouding | 115 MPa·cm³/g | 51–70 MPa·cm³/g |
| Corrosieweerstand | Goed (geen coating nodig in milde omgevingen) | Arm (vereist coating of galvaniseren) |
| Onderhoudsvereiste | Laag | Matig tot hoog |
| Elektrische geleiding | 43% IACS | ~ 3% IAC's |
| Warmtegeleiding (W/m·K) | 167 | 50 |
| Lasbaarheid | Goed (met de juiste vulling) | Uitstekend |
| Relatieve materiaalkosten (perkg) | ~3–5× hoger | Lager |
| Relatieve levenscycluskosten | Vergelijkbaar met lager (minder onderhoud) | Hoger in corrosieve omgevingen |
| Typisch toepassingsvoordeel | Gewichtgevoelig, corrosieve omgevingen | Hoge belasting, weinig corrosie, kostengevoelig |
De superieure sterkte-gewichtsverhouding van de aluminium loopvlakplaat (ongeveer 2× die van staalplaat op massabasis), gecombineerd met zijn inherente corrosieweerstand, maakt het de voorkeurskeuze in transport, marien, en buitenbouwtoepassingen ondanks de hogere initiële materiaalkosten.
De levenscycluskosten van een aluminium loopvlakplaat, resulterend in minder onderhoud, langere levensduur, en de winst in laadvermogen/efficiëntie door gewichtsvermindering is voor deze toepassingen vaak lager dan bij staal.
| Eigendom | 6061-T6 | 5052-H32 | 3003-H14 | 6063-T6 | 5086-H32 |
| UTS (MPa) | 310 | 228 | 150 | 241 | 290 |
| YS (MPa) | 276 | 193 | 130 | 214 | 207 |
| Verlenging (%) | 12 | 12 | 8 | 8 | 10 |
| Corrosieweerstand | Goed | Uitstekend | Uitstekend | Goed | Uitstekend |
| Beste applicatie | Structureel, algemeen | Marien, mild structureel | Licht decoratief | Architectonisch | Mariene structurele |
| Lasbaarheid | Goed | Uitstekend | Uitstekend | Goed | Uitstekend |
Vezelversterkte kunststof (FRP) rooster concurreert met aluminium loopvlakplaten in corrosieve industriële omgevingen waar noch de standaard corrosieweerstand van aluminium, noch het gewicht van staal acceptabel is:
| Criterium | 6061 T6 loopvlakplaat | FRP-rooster |
| Gewicht (bij benadering, kg/m²) | 8–30 (op dikte) | 5–10 |
| Corrosieweerstand | Goed | Uitstekend (chemisch-specifiek) |
| Elektrische geleiding | Hoog | Niet-geleidend (voordeel in elektrische gevarenzones) |
| Structureel draagvermogen | Hoog (stevige plaat) | Gematigd (geopend rooster) |
| Impact weerstand | Uitstekend | Gematigd (bros) |
| Afwatering | Arm (stevige plaat) | Uitstekend (geopend rooster) |
| UV-bestendigheid | Goed (geanodiseerd) | Gematigd (degradeert in de loop van de tijd) |
| Recycleerbaarheid | Uitstekend | Arm |
| Kosten | Gematigd | Hogere initiaal; vergelijkbare levenscyclus |
6061 T6 aluminium loopvlakplaat is een materiaal met een opmerkelijke veelzijdigheid, technische prestaties, en brede industriële betekenis.
De bewuste combinatie van de 6061 De Mg-Si-precipitatiehardende chemie van de legering met de T6-piekveroudering levert een vloeisterkte op die vijf keer zo groot is als die van de gegloeide legering, waardoor één enkel materiaal kan voldoen aan de structurele eisen van vrachtwagentrailervloeren, traptreden voor offshore-platforms, toegangspanelen voor militaire voertuigen, en architecturale bouwelementen met gelijke autoriteit.
Het opvallende verhoogde patroon dat de loopvlakplaat als productcategorie definieert, biedt tegelijkertijd slipweerstand voor de veiligheid van het personeel, oppervlaktestijfheid voor structurele efficiëntie, en een visuele identiteit die wereldwijd wordt geassocieerd met industriële kwaliteit en duurzaamheid.
Het productieproces dat T6-loopvlakplaten produceert: van DC-gegoten platen tot warmwalsen met patroonreliëf, oplossing warmtebehandeling, uitdoven, en kunstmatige veroudering – vertegenwoordigt een geavanceerde integratie van fysieke metallurgie, thermomechanische verwerking, en nauwkeurige kwaliteitscontrole.
Elke fase van dit proces wordt beheerst door strak gespecificeerde normen (ASTM B632, ASTM B209, AMS 2770, IN 1386) die ervoor zorgen dat het geleverde product presteert volgens de mechanische en dimensionale eigenschappen waar constructeurs in hun ontwerpen op vertrouwen.
De duurzaamheidszaak voor 6061 T6 aluminium loopvlakplaat is genuanceerd maar uiteindelijk gunstig.
Terwijl de productie van primair aluminium een aanzienlijke energie- en koolstofintensiteit met zich meebrengt, de uitzonderlijke recycleerbaarheid van aluminium (met 95% energiebesparing vs. primaire productie), zijn lange levensduur in corrosiebestendige toepassingen, en de gewichtsbesparingen die het mogelijk maakt in transporttoepassingen zorgen samen voor milieuprestaties over de levenscyclus die in veel gebruikssituaties concurrerend of superieur zijn aan staalalternatieven.
De groeiende beschikbaarheid van koolstofarme grondstoffen, ASI-gecertificeerd aluminium verbetert het duurzaamheidsprofiel van traanplaatproducten verder.





6061 aluminium spoel" is een aluminiumlegering die vaak wordt gebruikt voor toepassingen zoals auto- en ruimtevaartcomponenten, evenals voor bouw- en industriële producten. In dit artikel worden de eigenschappen onderzocht,Voordelen en toepassingen van 6061 aluminium spoel, van de grondstofvorm tot het eindproduct.

Honingraat aluminiumfolie, ook bekend als aluminium honingraatkern, is een soort lichtgewicht kernmateriaal gemaakt van twee lagen aluminiumfolie die zo aan elkaar zijn gehecht dat er een reeks zeshoekige cellen ontstaat, net als een honingraat.

Elektronische aluminiumfolie is een soort aluminiumfolie die wordt verwerkt door een reeks rollen, reinigings- en snijprocessen van zeer zuivere aluminium blokken. Het is een belangrijke grondstof voor de productie van elektrolytische aluminiumcondensatoren.

Huawei Aluminium is uw betrouwbare partner voor 1070 Aluminium spoelproducten. Met onze toewijding aan kwaliteit, maatwerk, en concurrerende prijzen, wij streven ernaar om aan uw verwachtingen te voldoen en deze te overtreffen.

Geperforeerde aluminiumplaten worden gemaakt van aluminiumplaten die zijn bewerkt met ronde gaten (of andere ontwerpen). De gaten kunnen in lijn of verspringend zijn om het aantal openingen te vergroten.

3003 aluminium vliesgevelplaat is de buitenmuur van een gebouw. Het is een lichtgewicht muur van grote hoogbouw en heeft een zekere decoratieve werking.
Nr.52, Dongming-weg, Zhengzhou, Henan, China
Henan Huawei Aluminium Co., Ltd, Een van de grootste aluminiumleveranciers in China Henan,We zijn opgericht in 2001 en hebben een rijke ervaring in import en export en hoogwaardige aluminiumproducten
Ma – Za, 8AM – 17.00 uur
Zondag: Gesloten
© Auteursrecht © 2023 Henan Huawei Aluminium Co., Ltd
laatste Reacties
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、Als een dergelijk product bestaat, is het gewicht ervan、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、Kunt u mij de prijs vertellen?
Hoi, Heeft u lasergegraveerd zwart geanodiseerd aluminium dat is gecertificeerd voor gebruik buitenshuis?
Geachte dames en heren, We zijn op zoek naar geoxideerd aluminium paneelmateriaal voor het ontwerp van een architect dat we aanbieden. De architect wil "oud en geoxideerd" Gebruikt aluminium materiaal om de vintage look van hun ontwerp aan te vullen (met vintage spiegels die op oude spiegels lijken "blind" Zijn! Wij zouden het fijn vinden als u ons op dit onderwerp zou kunnen steunen. Met vriendelijke groeten uit Düsseldorf, Oliver Erkens Projektleiter Tel.: +49 (0)211 41 79 34-24 Fax: +49 (0)211 41 79 34-33 Mobiel: +49 (0)170 91 50 320 E-mail:[email protected] Web: www.bs-exhibitions.de
Goedeavond , Wij zijn geïnteresseerd in de aankoop van uw materialen, wij zijn een handelsonderneming in aluminiumproducten.