Узнайте, почему 6061 Алюминиевая накладка на порог T6 обеспечивает 310 МПА прочность на растяжение, превосходная коррозионная стойкость, и надежная защита от скольжения. Изучите механические свойства, Характеристики ASTM B632, руководство по структурному проектированию, и передовой опыт производства — все в одном авторитетном справочнике.




6061 Алюминиевая накладка T6 представляет собой один из наиболее широко используемых и универсальных конструкционных алюминиевых изделий, используемых в промышленности во всем мире..
Сочетание 6061 Химия магниево-кремниевого дисперсионного твердения сплава с отпуском пикового старения Т6 обеспечивает материал с исключительным соотношением прочности к весу., надежная коррозионная стойкость, и широкая совместимость с производителями — все это выражается в характерной рельефной поверхности, которая определяет накладку на порог как категорию продуктов..
В этой статье представлен всеобъемлющий, многоаспектное исследование 6061 Алюминиевая накладка T6, охватывая металлургические основы, наука о термообработке, дизайн рисунка, механические и физические свойства, производственный процесс, стандарты размеров, промышленные применения, защита от коррозии, инженерно-строительное проектирование, практика изготовления, гарантия качества, сравнительный анализ, Экологическая устойчивость, динамика рынка, и будущие инновационные траектории.
Ориентируемся на инженеров-строителей, инженеры-технологи, специалисты по закупкам, ученые-материалисты, и производители, этот справочник сочетает в себе строгую техническую глубину с практическим пониманием отрасли примерно в 12,000 слова.
Тем 6алюминиевые сплавы серии ххх отличается магнием (Мг) и кремний (А также) в качестве основных легирующих элементов.
Эти два элемента объединяются во время термической обработки, образуя интерметаллическое соединение Mg₂Si. (силицид магния), который служит первичным упрочняющим выделением в сплавах 6ххх..
Серия 6xxx занимает уникальное положение на рынке алюминиевых сплавов.: он обеспечивает уровень термообрабатываемой прочности значительно выше, чем у нетермообрабатываемых серий 3xxx и 5xxx., в сочетании со свариваемостью, устойчивость к коррозии, и универсальность изготовления, превосходящая более прочный 2xxx (на основе меди) и 7xxx (на основе цинка) серия сплавов.
Среди сплавов серии 6ххх, 6061 на сегодняшний день является наиболее широко производимым и используемым в мире — позиция, которую он занимает на протяжении десятилетий благодаря хорошо сбалансированному сочетанию сильных сторон, устойчивость к коррозии, свариваемость, и обрабатываемость.
Впервые разработан в 1930-х годах под обозначением 61С., он остается эталонным сплавом, по которому часто оценивают новые сплавы 6xxx..
Хуавэй 6061 Алюминиевая накладка T6
Химический состав 6061 алюминий определяется международными стандартами, включая ASTM B209 (Соединенные Штаты), ЭН 573-3 (Европа), и ГБ/Т 3880 (Китай).
Номинальный состав и допустимые диапазоны::
| Элемент | Диапазон состава (%) | Основная функция |
| Алюминий (Аль) | Остаток (≥95,8) | Первичная матрица |
| Магний (Мг) | 0.80 – 1.20 | Образует осадок Mg₂Si; первичный усилитель |
| Кремний (А также) | 0.40 – 0.80 | Образует осадок Mg₂Si; усилитель |
| Медь (Cu) | 0.15 – 0.40 | Укрепление твердым раствором; увеличивает риск плоскоклеточного рака |
| Хром (Кр) | 0.04 – 0.35 | Замедление роста зерна; устойчивость к коррозии |
| Железо (Фе) | ≤ 0.70 | Нечистота; контролируется для ограничения крупных интерметаллидов |
| Марганец (Мн) | ≤ 0.15 | Потолок примесей; контроль зерна |
| Цинк (цинк) | ≤ 0.25 | Потолок примесей |
| Титан (Из) | ≤ 0.15 | Измельчение зерна при литье |
| Другие (каждый) | ≤ 0.05 | Контроль примесей |
| Другие (общий) | ≤ 0.15 | Потолок общего содержания примесей |
Магний и Кремний (Система Mg₂Si): мг:Если система в 6061 примерно 1.73:1 по весу, близко к стехиометрическому соотношению Mg₂Si (1.73:1).
Этот баланс обеспечивает максимальное выделение Mg₂Si во время старения., обеспечение первичного механизма укрепления.
Избыток кремния за пределами стехиометрии Mg₂Si способствует дополнительному упрочнению твердого раствора и осаждению за счет элементарных частиц Si..
Медь: На 0,15–0,40%, медь обеспечивает дополнительное упрочнение твердого раствора и способствует дисперсионному твердению за счет образования CuAl₂ (θ-фаза) выпадает в осадок при старении.
Однако, медь также увеличивает восприимчивость к межкристаллитной коррозии и, в более высоких концентрациях, Коррозия стресса.
Относительно низкое содержание меди 6061 представляет собой продуманный баланс между повышением прочности и коррозионными характеристиками.
Хром: Добавки хрома в концентрации 0,04–0,35% служат двум целям.: ингибирование рекристаллизации при горячей обработке (поддержание более тонкого, более прочная зернистая структура) и способствует повышению общей коррозионной стойкости за счет изменения электрохимического поведения поверхности сплава..
Хромсодержащие дисперсоиды (Al₇Cr и родственные фазы) являются эффективными препятствиями для миграции границ зерен.
Железо: Железо является примесью 6061, контролируется до ≤0,70%. Железо образует грубые Al₃Fe и Al₆.(FeMn) интерметаллические фазы, снижающие пластичность и вязкость..
Ужесточение контроля над железом — ниже 0.40% — указан для материалов аэрокосмического класса, где ударная вязкость и усталостные характеристики имеют решающее значение..
| Имущество | 6061 | 5052 | 3003 | 6063 | 7075 |
| Прочность на растяжение (Т6, Мпа) | 310 | 228 | 130 | 241 | 572 |
| Предел текучести (Т6, Мпа) | 276 | 193 | 115 | 214 | 503 |
| Устойчивость к коррозии | Хороший | Отлично | Отлично | Хороший | Умеренный |
| Свариваемость | Хороший | Отлично | Отлично | Хороший | Бедный |
| Обрабатываемость | Хороший | Ярмарка | Ярмарка | Ярмарка | Хороший |
| Термообработанный | Да | Нет | Нет | Да | Да |
| Относительная стоимость | Умеренный | Низкий – средний | Низкий | Умеренный | Высокий |
| Использование протекторной пластины | Первичная структурная | Морской/открытый | Легкая обязанность | Декоративный | Только аэрокосмическая промышленность |
6061Позиция этого сплава как доминирующего сплава накладок протектора отражает его уникальное сочетание подлинной структурной прочности. (способен выдерживать значительные живые и стационарные нагрузки), приемлемая коррозионная стойкость для большинства условий эксплуатации, и универсальность изготовления, которая позволяет резать, изгиб, сварка, и обработка стандартными мастерскими методами.
6061 Алюминиевая накладка T6 с различными рисунками
Обозначения состояния алюминиевых сплавов определяются стандартом ANSI H35.1. (Соединенные Штаты) и эквивалент ISO 2107 стандартный.
Обозначение отпуска сообщает историю термической и механической обработки материала после литья или горячей обработки..
Для термообрабатываемых сплавов, таких как 6061, состояния серии Т указывают на конкретную последовательность термообработки и старения в растворе..
Закал T6 специально обозначает: термическая обработка на раствор, а затем искусственное старение — это означает, что сплав был полностью подвергнут термообработке на раствор при повышенной температуре., быстро закаленный, а затем искусственно состаривается при промежуточной температуре до максимальной прочности.
Раствор термообработка (СХТ): Первый этап обработки Т6 включает нагрев. 6061 материал до температуры 529°C ± 6°C (обычно 520–535°C) и выдерживание в течение достаточного времени для растворения Mg₂Si и других растворимых фаз в твердый раствор внутри алюминиевой матрицы..
Время выдержки зависит от толщины среза: обычно 30 минут для тонкого листа, 1–4 часа для толстой пластины. Целью работы является пересыщенный твердый раствор Mg и Si в алюминии — термодинамически неустойчивом состоянии, являющемся необходимым условием последующего дисперсионного твердения..
Равномерность температуры имеет решающее значение; АМС 2770 (спецификация аэрокосмической термообработки) требуется однородность температуры ±6°C по всей нагрузке. Для коммерческой накладки на порог, Обычно указывается ±8°C.
закалка: Сразу после завершения СХТ, материал необходимо быстро закалить до комнатной температуры, чтобы подавить выделение Mg₂Si во время охлаждения., сохранение пересыщенного твердого раствора.
Закалка холодной водой (погружение в воду температурой или ниже 40°C) это самый эффективный метод, достижение скорости охлаждения на поверхности в несколько сотен градусов Цельсия в секунду.
Закалка принудительным воздухом используется там, где контроль искажений имеет решающее значение., допуская немного более низкие пиковые свойства.
Температура выхода материала из закалки должна быть ниже 70°С, чтобы обеспечить полное подавление выделения осадков при охлаждении..
Чувствительность к закалке — склонность к потере прочности при медленной закалке — умеренная в 6061 по сравнению со сплавами с более высоким содержанием меди, что делает его относительно устойчивым к изменениям скорости закалки в толстых сечениях..
Тем не менее, толстая пластина протектора (выше 6 мм основной металл) могут проявлять градиенты свойств от поверхности к ядру из-за разной скорости закалки.
Искусственное старение: После закалки, пересыщенный твердый раствор выдерживается при температуре 177°C ± 6°C. (типичный диапазон 170–180°C) на 8–12 часов. Во время старения, Осаждения Mg₂Si зарождаются и растут через последовательность метастабильных фаз-предшественников.: Зоны ГП → β” (когерентные игольчатые осадки) → б' (палочковидный полукогерентный) → б (Mg₂si, бессвязный).
Пиковая сила (Состояние Т6) соответствует преобладанию β” и мелких выделений β’, которые максимально когерентны с алюминиевой матрицей и обеспечивают наибольшее сопротивление движению дислокаций.
Последовательность осаждения и конечные свойства критически чувствительны к времени и температуре старения.. Нестареющий (недостаточное время или температура) оставляет сплав в состоянии Т4 — частично состаренный, с меньшей прочностью.
Чрезмерное старение за пределами пика Т6 снижает прочность, поскольку выделения укрупняются и теряют когерентность., переход к Т7 (перестаревший) характер.
Производственный контроль параметров старения с точностью до ±5°C и ±30 минут необходим для стабильного достижения свойств Т6..
Контраст между отожженным (О нрав) и Т6 6061 алюминий иллюстрирует замечательную силу дисперсионного твердения:
| Имущество | 6061-О (Отожженная) | 6061-Т6 | Фактор улучшения |
| Предел прочности на растяжение (Мпа) | 124 | 310 | 2.5× |
| Предел текучести (Мпа) | 55 | 276 | 5.0× |
| Твердость по Бринеллю (НВ) | 30 | 95 | 3.2× |
| Удлинение при разрыве (%) | 25 | 12 | 0.5× (уменьшенный) |
| Предел выносливости (Мпа) | ~ 62 | ~97 | 1.6× |
Пятикратное увеличение предела текучести от состояния О до состояния Т6 достигается за счет снижения пластичности. (удлинение уменьшено вдвое) и несколько сниженная вязкость разрушения.
Для накладных протекторов, где основным требованием является прочность и жесткость для выдерживания нагрузок., а не холодная штамповка — этот компромисс вполне уместен.
| Характер | Обработка | ОТС (Мпа) | Да (Мпа) | Удлинение (%) | Первичное использование |
| О | Отожженная | 124 | 55 | 25 | Холодная штамповка, изгиб |
| Т4 | СХТ + естественный возраст | 241 | 145 | 22 | Умеренная сила, формируемый |
| Т6 | СХТ + искусственный возраст | 310 | 276 | 12 | Структурный, несущий |
| Т651 | Т6 + стресс снят | 310 | 276 | 12 | Тарелка; улучшенная плоскостность |
| Т6511 | Экструдированный, СХТ + возраст + мелкие холодные работы | 290 | 255 | 8 | Экструзии |
Обозначение T651 — T6 со снятием напряжений путем растяжения — обычно указывается для изделий с толстыми листами, где важна стабильность размеров во время обработки., поскольку операция растяжения снижает остаточные напряжения, возникающие при закалке.
Для пластины протектора, который обычно производится в манометрах, где остаточное напряжение менее критично., стандарт T6 является доминирующей спецификацией.
Алюминиевая накладка на порог для пикапов
Определяющая характеристика проступи, также известной как клетчатая пластина., алмазная пластина, или пластина дурбар — рельефный рисунок на одной или обеих поверхностях листа или пластины..
Этот шаблон выполняет несколько одновременных функций: обеспечивает сопротивление скольжению персонала, идущего по поверхности; добавляет жесткости поверхности (момент инерции) к пластине без добавления плоскокатаного груза; он обеспечивает визуально отличительную эстетику, широко ассоциируемую с промышленным качеством; и служит поверхностью износа, защищающей основной металл от прямого контакта и истирания..
Рисунок формируется во время горячей прокатки путем пропускания алюминиевой полосы через валки, на поверхности одного из которых обработана обратная сторона желаемого рисунка.. Когда горячий алюминий проходит через зазор между валками, рисунок выбит на мягкой металлической поверхности с высокой точностью.
Однобаровый паттерн: Одно приподнятое ребро, идущее параллельно направлению прокатки.. Редко используется в структурных приложениях.; иногда используется в декоративных целях или там, где особенно требуется сопротивление однонаправленному скольжению..
Двухбарный паттерн: Два параллельных ребра, расположенные под небольшим углом к направлению прокатки.. Обеспечивает улучшенное сопротивление скольжению в поперечном направлении по сравнению с однополосной схемой.. Используется на некоторых рынках Европы и Азии..
Трехбарный (Трибар) Рисунок: Три параллельных ребра, расположенные под углом примерно 30–45 градусов к направлению прокатки., расположены в повторяющейся диагональной последовательности. Распространено на европейских рынках и в некоторых морских приложениях.. Обеспечивает хорошее сопротивление скольжению в разных направлениях..
Пятибарный (Алмаз/Шашка) Рисунок: Самый широко используемый рисунок протектора в мире., особенно на рынках Северной Америки. Состоит из пяти удлиненных приподнятых ребер, расположенных характерным радиальным узором из центральной точки., создание ромбовидного повторяющегося мотива по всей поверхности пластины. Пятиполосный рисунок обеспечивает превосходное сопротивление скольжению в разных направлениях., высокая эстетическая привлекательность, и является стандартной моделью для большинства видов транспорта., строительство, и промышленное применение.
Чечевица (Круглая точка) Рисунок: Рисунок из приподнятых полусферических или чечевицеобразных выступов, расположенных в виде регулярной сетки.. Распространено на некоторых европейских рынках и в специальных приложениях.. Обеспечивает сопротивление скольжению во всех направлениях..
Пользовательские и собственные шаблоны: Некоторые производители выпускают собственные конструкции рисунков, оптимизированные для конкретных критериев эффективности — максимальная противоскользящая эффективность., минимальное добавление веса выкройки, или отличительная эстетическая индивидуальность. Обычно они дороже из-за специализированной оснастки для валков..
Размерные характеристики рисунков протекторных пластин указаны в ASTM B632. (для алюминиевой накладки на пороги на рынках Северной Америки) и RU 1386 (Европейский стандарт).
Ключевые геометрические параметры включают в себя:
ASTM B632 определяет допуски по высоте шаблона ±0,25 мм для стандартных шаблонов и требует, чтобы все указанные размеры шаблона оставались в пределах диапазона допуска..
Сопротивление скольжению поверхностей беговых пластин характеризуется коэффициентом трения (Коф) между поверхностью пластины и эталонным материалом стопы или подошвы обуви.
ASTM D2047 и ASTM F609, рекомендованные OSHA, предоставляют методы испытаний для измерения сопротивления скольжению.. Сухой COF для 6061 Протектор с пятью стержнями T6 обычно превышает 0.6 (по сравнению со стандартными материалами кожаной и резиновой подошвы) — значительно выше общего отраслевого порога OSHA 0.5 для поверхностей для ходьбы на рабочем месте.
Коэффициент трения во влажном состоянии существенно ниже — обычно 0,3–0,5 — что отражает смазывающее действие воды на гладкие металлические поверхности между выступающими ребрами..
Противоскользящие свойства пластины протектора улучшаются за счет:
Следующие механические свойства характерны для алюминия 6061-T6 в виде листов и пластин согласно ASTM B209 и ASTM B632.:
| Имущество | Ценность | Стандарт испытаний |
| Предел прочности на растяжение (ОТС) | 310 Мпа (45 ksi) | ASTM E8 |
| Предел текучести (0.2% компенсировать) | 276 Мпа (40 ksi) | ASTM E8 |
| Удлинение при разрыве (50 мм калибра) | 8–12% | ASTM E8 |
| Твердость по Бринеллю | 95 НВ | АСТМ Е10 |
| Твердость по Роквеллу | 60 ХРБ | АСТМ Е18 |
| Прочность на сдвиг | 207 Мпа (30 ksi) | — |
| Несущая способность (окончательный) | 607 Мпа (88 ksi) | — |
| Несущая способность (урожай) | 386 Мпа (56 ksi) | — |
| Предел выносливости (5×10⁸ циклов) | ~97 МПа (14 ksi) | АСТМ Е466 |
| Модуль упругости (Э) | 68.9 Средний балл (10,000 ksi) | — |
| Модуль сдвига (Глин) | 26.0 Средний балл (3,770 ksi) | — |
| Коэффициент Пуассона | 0.33 | — |
Следует отметить, что рисунок накладки протектора создает локальные концентрации напряжений у основания ребер при изгибных и усталостных нагрузках..
В структурных расчетах следует использовать толщину основного металла. (не общая высота рисунка) для расчета свойств разделов, и расчет усталости должен включать соответствующие коэффициенты концентрации напряжений..
| Имущество | Ценность |
| Плотность | 2.70 г/см³ (0.0975 фунт/дюйм³) |
| Теплопроводность | 167 Вт/м·К |
| Электрическая проводимость | 43% МАКО |
| Коэффициент температурного расширения | 23.6 мкм/м·°С (13.1 микродюйм/дюйм·°F) |
| Удельная теплоемкость | 896 Дж/кг·К |
| Диапазон плавления | 582–652°С (1,080–1205°F) |
| Ответ на анодирование | Отлично |
Плотность 6061-Т6 при 2.70 г/см³ составляет примерно одну треть от стали (7.85 г/см³). Это фундаментальное различие в свойствах является основой снижения веса, что делает алюминиевые накладки предпочтительнее стальных в приложениях, чувствительных к весу, таких как транспортировка., мобильное оборудование, и аэрокосмическая наземная поддержка.
6061-T6 демонстрирует коррозионную стойкость от хорошей до умеренной для алюминиевого сплава.. Натуральный оксид алюминия (Al₂O₃) Слой, самопроизвольно образующийся на поверхности сплава, обеспечивает значительную защиту от коррозии в атмосферных условиях., пресноводный, и мягкие химические среды.
Однако, несколько механизмов коррозии характерны для накладки на порог 6061-T6 в эксплуатации:
Общая атмосферная коррозия: 6061-T6 хорошо работает в сельской местности и большинстве городских атмосферных условий., развивается только поверхностное поверхностное окисление (косметическая точечная коррозия) в течение длительного периода воздействия без значительной структурной деградации.
Морская среда: Ионы хлорида в прибрежной и морской среде могут разрушать пассивный оксидный слой., инициирование питтинговой коррозии. 6061-T6 менее устойчив, чем сплавы серии 5xxx. (такие как 5052 или же 5083) в морской среде, в первую очередь из-за содержания меди. Для агрессивного морского применения, Анодирование, живопись, или замена сплава (к 5052 или же 5086) следует рассматривать.
Межцентральная коррозия: Медьсодержащие границы зерен стали 6061-Т6 подвержены межкристаллитной коррозии в агрессивных хлоридных средах.. Это может привести к шелушению (отслоение поверхностных слоев) в тяжелых случаях.
Коррозия стресса (SCC): 6061-Т6 демонстрирует умеренную устойчивость к SCC.. Сплав значительно более устойчив к SCC, чем сплавы серии 2xxx с высоким содержанием меди или сплавы серии 7xxx с высоким содержанием цинка., но менее устойчив, чем не содержащий меди 5xxx или 6063 Сплавов. SCC обычно не является проблемой при проектировании проступей, если только устойчивые растягивающие напряжения не совпадают с агрессивным химическим воздействием..
Гальваническая коррозия: Когда 6061-T6 находится в электрическом контакте с более благородными металлами (медь, нержавеющая сталь, углеродистая сталь) в присутствии электролита, возможна гальваническая коррозия алюминия.. Изоляционные материалы (пластиковые шайбы, герметик барьеры) следует использовать в точках контакта из разных металлов..
Обрабатываемость: 6061-T6 считается хорошим сплавом для механической обработки.. Твердый характер Т6 приводит к коротким, сломанная стружка, облегчающая обработку, сплав можно обрабатывать на высоких скоростях с превосходным качеством поверхности с использованием твердосплавного инструмента.. Обрабатываемость оценивается примерно 50% относительно свободнообрабатываемого сплава 2011-Т3 (рейтинг 100%).
Свариваемость: 6061-T6 можно сваривать методом MIG. (ГМАВ) и Тиг (GTAW) процессы, но сварка требует рассмотрения критически важных свойств.: тепло сварки локально рассасывает и/или приводит к чрезмерному старению микроструктуры Т6 в зоне термического влияния (Азартный), снижение прочности примерно до уровня Т4 или уровня отжига в пределах примерно 25–50 мм от центральной линии сварного шва.. Это снижение прочности ЗТВ необходимо учитывать при проектировании конструкций — Руководство по проектированию алюминия. (АДМ) определяет пониженные допустимые напряжения в зонах ЗТВ.
формуемость: В настроении Т6, 6061 имеет ограниченную способность к холодной штамповке. Изгиб с малым радиусом может привести к растрескиванию внешней поверхности изгиба.. Минимальный радиус изгиба для материала Т6 составляет от 2 т. (удвоенная толщина материала) для тонких калибров до 4 т и более для более толстых калибров. Там, где требуется значительная формовка, предпочтительным подходом является работа в состоянии Т4 или отожженном состоянии с последующей повторной термообработкой до Т6..
Ящик для инструментов б/у 6061 Алюминиевая накладка T6
Производство 6061 Протектор T6 начинается с подготовки сплава на заводе по выплавке первичного или вторичного алюминия.. Алюминий высокой чистоты (обычно 99.7% Аль) плавится и загружается с точными добавками магния, кремний, медь, и лигатуры хрома для достижения цели 6061 состав.
Зерноперерабатывающий титан-бор (Ти-Б) лигатура добавляется в расплав непосредственно перед отливкой для улучшения качества, равноосная зернистая структура в затвердевшем слябе.
Большие прокатные плиты (обычно толщина 400–600 мм, 1,000–ширина 2000 мм, и длиной 4000–8000 мм.) производятся методом прямого охлаждения (Постоянный ток) полунепрерывное литье, при котором алюминиевый расплав заливают в водоохлаждаемую форму, из которой непрерывно извлекается затвердевающая пластина..
Затем отлитые слябы гомогенизируют при температуре примерно 560–580°C в течение 4–12 часов для растворения растворимых фаз., устранить градиенты состава при затвердевании, и сфероидизировать интерметаллические частицы. Гомогенизация необходима для стабильного поведения при горячей прокатке и свойств конечного продукта..
Перед горячей прокаткой, поверхности плит скальпируются (торцевой фрезерования) для удаления отделившегося наружного слоя, образовавшегося при затвердевании, обеспечение того, чтобы поверхностные дефекты, включения, и химические изменения не распространяются на готовый продукт.
Гомогенизированные слябы предварительно нагревают в толкательных или шагающих печах до 450–520°С и подвергают горячей прокатке на реверсивных или станах-тандемах..
Прогрессивное уменьшение толщины применяется за несколько проходов., с промежуточным подогревом при необходимости, пока полоса не достигнет целевой толщины переноса (обычно 4–15 мм в зависимости от требований к окончательной толщине).
Решающий и уникальный этап в производстве накладок протектора происходит на одном из последних проходов горячей прокатки.: полоса проходит через прокатную клеть, в которой один рулон (обычно нижний рабочий валок) несет в себе негатив (обратный) рисунка протектора, выточенного на его поверхности.
Когда горячая полоса проходит через этот зазор между валками, мягкий алюминий вдавливается в полости модели, точное воспроизведение геометрии рисунка на поверхности пластины.
Конструкция шаблона ролика, включая угол ребра, высота, подача, и углы уклона — важнейшая инженерная дисциплина, определяющая качество продукции и срок службы валков..
Модельные валки изготавливаются из высокохромистых или быстрорежущих инструментальных сталей., прецизионная обработка и шлифовка с соблюдением строгих допусков.
Контроль толщины во время горячей прокатки беговой пластины требует особого внимания, поскольку шаблонный валик оказывает различное давление по ширине валка., усложнение автоматизированного контроля габаритов (АРУ) ответ системы.
Современные станы горячей прокатки используют АРУ с прямой и обратной связью для поддержания толщины основного металла в пределах спецификации независимо от сил тиснения рисунка..
После горячей прокатки (и, Если требуется, холодная прокатка до окончательной толщины), пластина должна быть подвергнута термической обработке для достижения свойств Т6.. Для пластины протектора, СХТ выполняется в одной из двух конфигураций:
Непрерывная печь (роликовый под): Лист проходит через длинную туннельную печь на конвейерных роликах с контролируемой скоростью., достижение целевой температуры и времени выдержки. Печи непрерывного действия обеспечивают высокую производительность и превосходную однородность температуры для тонколистового материала, но требуют тщательного профилирования скорости и температуры для более толстых листов, чтобы обеспечить пропитку по всей толщине..
Периодическая печь (циркуляция воздуха): Плиты укладываются на поддоны печных вагонеток и обрабатываются в пакетном режиме.. Пакетная обработка позволяет увеличить время выдержки для толстых листов и обеспечивает большую гибкость для нестандартных размеров., но требует тщательной укладки и расположения для обеспечения однородности температуры..
После СХТ, пластины закаливаются погружением в закалочную ванну или распылением воды.. Закалку необходимо начать в течение 15 секунды выхода пластины из печи (за АМС 2770 требования) для минимизации выделения крупного Mg₂Si во время транспортировки, что ухудшит конечные свойства.
Закаленные пластины передаются в печи старения, работающие при температуре 177°C ± 6°C.. Плиты выдерживаются 8–12 часов при температуре.
Равномерность температуры в печи для выдержки проверяется с помощью термопар в соответствии с AMS. 2770 перед аттестацией печи на старение Т6. После старения, пластины охлаждаются воздухом до комнатной температуры.
Комбинированный СХТ + Цикл старения накладки T6 требует значительных капиталовложений и затрат энергии..
Современные предприятия достигают значительной энергоэффективности благодаря системам рекуперации тепла в печах., оптимизированные методы загрузки, и прогнозирующее управление процессом, которое сводит к минимуму повторную обработку из-за несоответствия свойств.
Закалка приводит к появлению остаточных напряжений и короблению алюминиевой пластины из-за дифференциального термического сжатия.. После старения, пластины выравниваются натяжением или роликами для корректировки плоскостности.
Выравнивание натяжением — пропускание пластины через натяжные губки под контролируемой растягивающей нагрузкой — особенно эффективно для устранения кривизны без повреждения рисунка..
Допуск плоскостности накладки порога указан в ASTM B632..
Пластины разрезаются по готовым размерам циркулярной пилой., срезать, или плазменная резка, в зависимости от толщины и требуемого качества кромки.
Удаление заусенцев с кромок позволяет удалить острые заусенцы, которые могут стать причиной травм или проблем с установкой во время установки..
Варианты отделки поверхности — анодирование, живопись, или порошковая покраска — наносятся после завершения всей механической обработки, поскольку эти обработки обеспечивают окончательную защиту от коррозии и эстетическую защиту на весь срок службы продукта..
Требования к размерам и свойствам 6061 Алюминиевая накладка T6 регулируется:
| Стандарт | Выдающий орган | Объем |
| АСТМ Б632 | АСТМ Интернешнл | Катаная накладка на порог из алюминиевого сплава — основной североамериканский стандарт. |
| АСТМ B209 | АСТМ Интернешнл | Листы и пластины из алюминия и алюминиевых сплавов |
| ЭН 1386 | CEN (Европа) | Алюминий и алюминиевые сплавы — накладки на пороги |
| ГБ/т 3880 | САК (Китай) | Пластина из алюминия и алюминиевого сплава, лист, и раздеться |
| АМС 2770 | САЭ Интернешнл | Термическая обработка деформируемых деталей из алюминиевых сплавов. |
| АМС-QQ-A-250/11 | САЭ Интернешнл | Алюминиевый сплав 6061 пластина и лист |
| Руководство по проектированию алюминия | Алюминиевая ассоциация | Конструктивное проектирование с использованием алюминиевых изделий |
ASTM B632 определяет толщину проступи из основного металла от 1.27 мм (0.050 в) к 12.70 мм (0.500 в).
Стандарт определяет «толщину основного металла» как толщину плоского металла под шаблоном — размер, используемый для структурных расчетов, — исключая высоту шаблона..
Стандартная ширина листов и пластин варьируется от 600 мм до 2,000 мм, с 1,220 мм (48 в) и 1,524 мм (60 в) ширины, наиболее распространенные на рынках Северной Америки.
Стандартные длины обычно 2,440 мм (96 в) и 3,050 мм (120 в), с нестандартными размерами, доступными в сервисных центрах.
Допуски по толщине согласно ASTM B632, варьируются в зависимости от номинальной толщины и ширины.:
| Диапазон толщины основного металла | Допуск по толщине (±) |
| 1.27 – 3.18 мм | 0.15 – 0.25 мм |
| 3.18 – 6.35 мм | 0.25 – 0.38 мм |
| 6.35 – 12.70 мм | 0.38 – 0.50 мм |
Высота рисунка для стандартной пятибарной модели варьируется от 0.89 мм до 2.03 мм в зависимости от толщины основного металла, с допусками ±0,25 мм.
Для структурных расчетов и закупок, вес на единицу площади проступи является критическим параметром. Приблизительный вес для обычных калибров:
| Толщина основного металла (мм) | Примерно. Вес (кг/м²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Заметка: Фактический вес включает прибавку примерно 5–10 % материала с рельефным рисунком относительно эквивалентной плоской пластины..
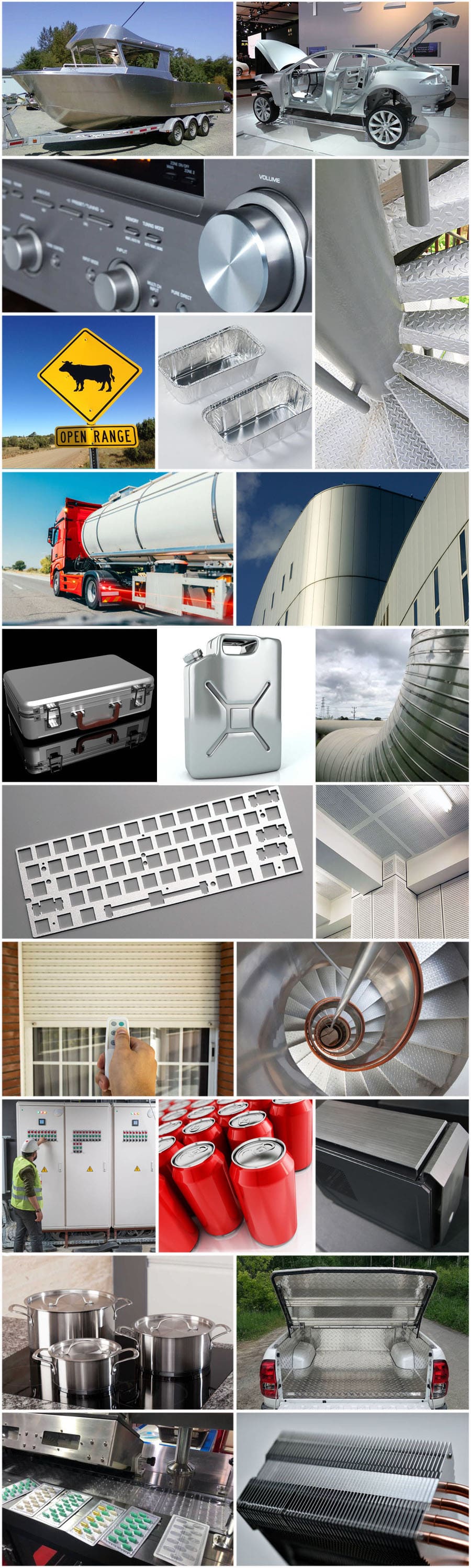
Транспортный сектор является крупнейшим потребителем 6061 Алюминиевая накладка на порог T6 по всему миру.
Высокое соотношение прочности и веса сплава., в сочетании с коррозионной стойкостью и противоскользящей поверхностью, делает его идеальным для транспортных средств, где одновременно требуются грузоподъемность и безопасность..
Подножки и подножки для пикапов, внедорожники, фургоны, и коммерческие автомобили являются одними из наиболее заметных приложений, ориентированных на потребителя..
6061 Подножки T6 должны выдерживать повторяющиеся динамические нагрузки от посадки и высадки пассажиров в автомобиль., в сочетании с воздействием дорожной соли, влага, и механическое воздействие дорожного мусора. Высокий предел текучести отпуска Т6 предотвращает остаточную деформацию в таких условиях..
Пол прицепа для бортовой платформы, домашний скот, и закрытые грузовые прицепы представляют собой крупномасштабное структурное применение..
6061 Протекторная пластина T6 с толщиной основания 3–5 мм обеспечивает несущую способность при допустимой массе полезной нагрузки, сохраняя при этом собственную массу прицепа ниже максимально допустимой полной массы автомобиля. (GVWR).
Снижение веса на 50–60 % по сравнению с аналогичным стальным полом напрямую приводит к увеличению грузоподъемности или повышению эффективности использования топлива..
Полы для автобусов и железнодорожных транспортных средств: Транзитным транспортным средствам требуется пол, который выдержит годы интенсивного пешеходного движения., противоскользящий для безопасности пассажиров, устойчив к чистящим химикатам, и легкий для энергоэффективности.
6061 Проступь Т6 отвечает всем этим требованиям и предназначена для муниципальных автобусов., пригородная железная дорога, и стандарты закупок легкорельсового транспорта в Северной Америке и за рубежом.
Пандусы и доклевеллеры: Пластины погрузочной платформы, используемые для преодоления зазора между полами складских доков и платформами прицепов грузовых автомобилей, являются критически важными элементами безопасности, которые должны выдерживать нагрузки вилочных погрузчиков массой 5 000–10 000 кг, будучи при этом достаточно легкими для перемещения вручную..
6061 Стыковочные пластины проступи T6 обеспечивают значительное снижение веса по сравнению со стальными альтернативами, сохраняя при этом достаточную несущую способность конструкции..
Морская среда является одной из наиболее требовательных к коррозии сред для металлических материалов., смешивание соленой воды, насыщенной хлоридами, УФ-излучение, биообрастание, и механические напряжения воздействия волн и ударов.
В то время как сплавы серии 5ххх (особенно 5052, 5083, 5086) обычно обеспечивают превосходную коррозионную стойкость в морской среде, 6061 Протектор T6 находит широкое применение в морских условиях, где требуется более высокая прочность и защита поверхности. (анодирование или покраска) применяется для дополнения свойственной ему коррозионной стойкости.
Настил лодки и полы в кокпите: Настил прогулочных и коммерческих судов 6061 Протектор T6 обеспечивает сопротивление скольжению во влажных условиях, что критически важно для безопасности экипажа.. Анодированная отделка защищает от воздействия соленой воды и ультрафиолетового излучения..
Трапы, посадочные трапы, и пешеходные дорожки у пирса: Соединения берег-судно и причал-причал должны обеспечивать пешеходное движение, охватывая переменные промежутки., требующие жесткости и прочности конструкции. 6061 T6 отвечает этим требованиям, сохраняя при этом управляемый вес для ручной регулировки..
Лестничные ступени и решетки морской платформы: Стационарным морским платформам и плавучим производственным объектам требуются нескользящие поверхности для ходьбы в средах, где углеводородное загрязнение и брызги волн создают чрезвычайную опасность скольжения.. 6061 Ступени лестницы с проступью T6, с соответствующей обработкой поверхности, соответствовать соответствующим стандартам морской и морской безопасности (OSHA, АБС, DNV).
В строительном секторе, 6061 Алюминиевая накладка на порог Т6 выполняет как функциональные структурные функции, так и эстетические функции, где характерная поверхность накладки на пороги ценится как элемент дизайна..
Промышленные полы и антресоли: Складские мезонины, платформы оборудования, и накладки на заводские полы в 6061 Проступь T6 обеспечивает быструю установку., длительный срок службы при минимальном обслуживании, и структурная способность достаточна для большинства промышленных динамических нагрузок (2.5–7,5 кПа, в зависимости от приложения).
Лестничные ступени и накладки: Требования строительных норм и правил по безопасности лестниц в коммерческих и промышленных помещениях способствуют широкому использованию компонентов лестниц с накладками на ступеньки.. Рельефный рисунок обеспечивает необходимое сопротивление скольжению.; прочность Т6 обеспечивает достаточную грузоподъемность; алюминиевая поверхность устойчива к атмосферным воздействиям, которым подвергаются наружные лестницы.
Интерьеры лифтов: Внутренние этажи коммерческих лифтов часто имеют 6061 Протектор T6 благодаря сочетанию износостойкости, легкая очистка, структурная адекватность, и эстетическая привлекательность.
Декоративная архитектурная облицовка: Светоотражающий металлический вид алюминиевой накладки на порог., особенно с анодированной или полированной отделкой, архитекторы все чаще рассматривают его как элемент дизайна фасадов зданий., облицовка колонны, Wainscoting, и внутренние архитектурные особенности коммерческих и общественных зданий..
Машинные ограждения и защитные чехлы: Защитные кожухи и панели доступа для промышленного оборудования, изготовленные из 6061 Проступь T6 сочетает в себе необходимую жесткость конструкции с легким весом, что упрощает обращение при доступе для технического обслуживания и снижает нагрузки на рамы машин..
Пищевая промышленность: Алюминий по своей природе совместим с продуктами, контактирующими с пищевыми продуктами, — он не токсичен., легко чистится, и соответствует требованиям USDA/FDA. 6061 Дорожки и платформы с проступями T6 на предприятиях пищевой промышленности выдерживают строгие протоколы очистки и дезинфекции. (очистка паром, едкие моющие средства) пищевой среды.
Подиумы и рабочие площадки: Промышленным объектам необходимы надземные переходы для доступа к технологическому оборудованию., Танки, и коммунальные услуги. 6061 Подиумы с накладками на ступеньки T6 обеспечивают необходимую структурную несущую способность., нескользящая поверхность, долгий срок службы, и низкие затраты на техническое обслуживание в сложных химических и термических условиях промышленных предприятий..
Военные спецификации для полов наземных транспортных средств, оборудование наземного обеспечения самолетов, портативные мостовые системы, и посадочные площадки для вертолетов часто упоминаются 6061 Алюминиевая накладка T6, признавая сочетание структурных характеристик, весовая эффективность, и коррозионная стойкость, что идеально подходит для требований военной логистики..
MIL-DTL-32505 и связанные с ним оборонные спецификации регулируют закупку накладок на пороги военного уровня., часто требуется полная отслеживаемость материалов и сертификация третьей стороной.
Как подробно описано в разделе V.3., 6061-T6 обеспечивает хорошую коррозионную стойкость в условиях окружающей среды от мягких до умеренных..
Для многих применений накладки на протекторы — подножки грузовых автомобилей., складские полы, внутренние поверхности лифта — поверхность после прокатки или проката обеспечивает адекватную защиту от коррозии на протяжении всего срока службы продукта при условии лишь регулярной очистки..
Там, где ожидается более агрессивная среда — воздействие прибрежной морской среды., контакт с антиобледенительной солью на транспортных средствах, Воздействие химического завода — требуется обработка поверхности для обеспечения адекватной защиты от коррозии и увеличения срока службы..
Анодирование – это электрохимический процесс, при котором поверхность алюминия превращается в плотную, твердый оксид алюминия (Al₂O₃) слой путем пропускания постоянного тока через часть, погруженную в электролит (обычно серная кислота).
Слой анодного оксида является неотъемлемой частью алюминиевой подложки, а не покрытием, которое может отслаиваться или скалываться, и обеспечивает значительно повышенную коррозионную стойкость., твердость поверхности, и косметическая стойкость.
Тип II (Архитектурный) Анодирование: Производится в сернокислом электролите при стандартной плотности тока., создание оксидных слоев толщиной 5–25 мкм.
Анодирование типа II обеспечивает хорошую коррозионную стойкость для большинства архитектурных и коммерческих применений., отличная окрашиваемость для декоративных вариантов цвета, и твердость поверхности примерно 200–300 по Виккерсу. (ВН) — значительно тверже основного металла (95 ХБ ≈ 100 ВН).
Тип III (Жесткое анодирование): Производится при более низких температурах и более высоких плотностях тока в серной кислоте. (иногда с добавками), создание оксидных слоев толщиной 25–100 мкм.
Твердое анодирование типа III обеспечивает твердость поверхности 400–600 HV, что приближается к твердости закаленной стали, и обеспечивает исключительную стойкость к износу и истиранию, а также отличную защиту от коррозии..
Порог с твердым анодированием предназначен для применения в сложных условиях, включая наземное вспомогательное оборудование самолетов., промышленные рабочие поверхности, и полы военной техники.
Проблемы с анодированием накладки на порог: Рельефный рисунок создает возможность неравномерного распределения плотности тока во время анодирования., что может привести к изменениям толщины поверхности рисунка..
Качественное анодирование накладки требует тщательного проектирования крепления., ванна, и контроль процесса для достижения одинаковой толщины оксида по всей геометрии рисунка..
Системы органических покрытий обеспечивают защиту от коррозии посредством барьерного механизма — изоляции поверхности металла от влаги окружающей среды и электролитов — а не механизма электрохимической пассивации анодирования..
Для протекторных пластин, подвергающихся механическому истиранию. (пешеходное движение, загрузка автомобиля), Системы покрытия должны сочетать хорошую адгезию с достаточной твердостью и гибкостью..
Подготовка поверхности является наиболее важным фактором, определяющим характеристики органического покрытия.. Для 6061 Протектор Т6, подготовка поверхности обычно включает обезжиривание щелочным очистителем., травление для создания профиля поверхности, и конверсионное покрытие (хромат или не содержащий хрома фосфат/цирконат) для обеспечения усиления адгезии и ингибирования коррозии на границе раздела покрытия..
Эпоксидная грунтовка + верхнее покрытие из полиэстера или полиуретана системы обеспечивают отличную адгезию, химическая устойчивость, и устойчивость к ультрафиолетовому излучению для наружного применения.
Толстослойные эпоксидные системы (60–125 мкм ТСП) соответствуют самым строгим требованиям защиты от коррозии.
Порошковое покрытие (термореактивный полиэстер, эпоксидно-полиэфирный гибрид) обеспечивает хорошую механическую стойкость, экономическая эффективность при больших объемах производства, и отсутствие выбросов растворителей (важно для соблюдения экологических требований).
Порошковое покрытие 6061 Проступь T6 часто используется в коммерческих архитектурных и транспортных решениях..
Резка циркулярной пилы Самый распространенный способ резки 6061 Проступь T6 по длине и ширине.
Лезвия с твердосплавными напайками и положительным передним углом 3–6°., мелкий шаг зубьев (6–10 TPI для толстой пластины), Скорость резания 1500–3500 м/мин обеспечивает чистый рез с минимальным образованием заусенцев.. Для толстой пластины рекомендуется использовать СОЖ/смазку..
Плазменная резка позволяет быстро резать пластины любой формы вплоть до 25 мм, с умеренным качеством кромки.
Зона воздействия плазмы (ПАЗ) выделяет тепло, которое локально отжигает микроструктуру Т6., создание мягкой зоны, аналогичной сварочной ЗТВ.
Для конструкций, где краевые зоны являются несущими., края плазменной резки должны быть удалены механической обработкой..
Гидроабразивная резка обеспечивает прецизионную резку без зоны термического влияния, отличное качество кромки, и возможность вырезать сложные формы и контуры.
Это предпочтительный метод, когда точность размеров и качество кромок имеют решающее значение — ступени лестницы по индивидуальному заказу., декоративные архитектурные элементы, и прецизионные конструкционные компоненты.
Гидроабразивная резка медленнее и дороже за метр, чем плазменная или пильная резка..
Лазерная резка из алюминия возможно, но это сложнее, чем из стали, из-за высокой отражательной способности алюминия и теплопроводности..
Мощные волоконные лазеры (4–12 кВт) с помощью вспомогательного газа азота можно разрезать алюминиевую пластину накладки примерно до 10 мм, но требуют специализированных оптических систем и тщательного выбора параметров для предотвращения выгорания поверхности.
стрижка подходит для накладок с толщиной основания примерно 4–5 мм., обеспечение быстрого прямолинейного реза.
Рисунок протектора может быть слегка искажен по линии среза., качество кромки обычно ниже, чем при пилении или гидроабразивной резке..
Изгиб 6061 Протекторная пластина T6 требует особого внимания к минимальному радиусу изгиба, чтобы избежать растрескивания на внешней натяжной поверхности..
Минимальные радиусы изгиба, рекомендованные Алюминиевой ассоциацией для листов и пластин 6061-T6, составляют::
| Толщина (мм) | Минимальный радиус изгиба (поперечный) | Минимальный радиус изгиба (продольный) |
| 1.6 | 3.2 мм (2т) | 4.8 мм (3т) |
| 2.0 | 4.0 мм (2т) | 6.0 мм (3т) |
| 3.0 | 7.5 мм (2.5т) | 10.5 мм (3.5т) |
| 4.0 | 12.0 мм (3т) | 16.0 мм (4т) |
| 6.0 | 24.0 мм (4т) | 30.0 мм (5т) |
Ориентация узора относительно линии сгиба является важным практическим соображением.
Изгиб с ребрами, параллельными линии сгиба. (сгибаясь поперек ребер) создает концентрацию напряжений в основаниях ребер и требует большего минимального радиуса, чем изгиб с ребрами, перпендикулярными линии сгиба..
Там, где необходимы крутые изгибы, отжиг до состояния O перед формовкой и последующая повторная термообработка до температуры T6, что увеличивает стоимость, позволяет формовать гораздо меньшие радиусы без образования трещин..
МНЕ (ГМАВ) сварка Это наиболее распространенный процесс сварки 6061 Изготовление протектора Т6. Рекомендуемые присадочные сплавы::
Защитный газ для сварки алюминия MIG обычно используется. 100% аргон (скорость потока 15–20 л/мин).
мощность переменного тока (для ТИГ) или DC+ полярность (для меня) обеспечивает необходимое катодное очищающее действие для удаления поверхностного слоя оксида алюминия во время сварки..
ТИГ (GTAW) сварка обеспечивает более высокое качество и точность сварки, чем MIG, и предпочтителен для ответственных структурных сварных швов., тонкий материал, и эстетические качества суставов.
Переменный ток с высокочастотным пуском является стандартным для сварки TIG алюминия..
Сварка трением с перемешиванием (ФСВ): Для высокопроизводительных или аэрокосмических приложений, FSW предлагает твердотельное соединение, которое исключает ванну расплава и значительно снижает ухудшение прочности ЗТВ, связанное со сваркой плавлением..
FSW 6061-T6 обеспечивает эффективность соединения 85–95% от прочности основного металла., по сравнению с 55–75% для сварных соединений плавлением..
FSW все чаще используется на транспорте (настил корабля, панели пола железнодорожного транспорта) и оборонные приложения.
Фармацевтические и критически важные применения 6061 Проступь T6 требует полной прослеживаемости материала от плиты до готового продукта..
Основным сертификационным документом является Отчет об испытаниях мельницы (ССО), который фиксирует фактический химический состав (по теплу), результаты механических испытаний (по жребию), параметры термообработки, и результаты контроля размеров.
MTR генерируются согласно EN 10204:2004 Тип 3.1 (сертифицирован заводом) или Введите 3.2 (сертифицирован независимой третьей стороной).
Для государственных и оборонных закупок, дополнительные сертификаты, включая сертификат соответствия (CoC) соответствующим военным спецификациям, маркировка материала, и документация о стране происхождения может потребоваться.
Соответствие производственного сплава подтверждено оптическая эмиссионная спектрометрия (ОЭС) на затвердевших пробах, отобранных из каждой плавки.
OES обеспечивает быстрое, точное количественное определение всех указанных элементов одновременно. Рентгеновская флуоресценция (РФА) анализ — доступен в портативном, портативные инструменты — позволяют проверять идентичность сплава на полученном материале в полевых условиях., обеспечение критической защиты от путаницы сплавов (замена несоответствующего требованиям сплава на указанный 6061).
Испытание на растяжение согласно ASTM E8 требует извлечения стандартных плоских или круглых стержневых образцов из материала пластины..
Для пластины протектора, образцы обычно отбираются из области основного металла. (избегая ребер рисунка), при этом длинная ось образца параллельна и поперечна направлению прокатки..
Полное соответствие требует, чтобы как UTS, так и предел текучести соответствовали минимальным требованиям ASTM B632 или превышали их. (310 МПа ОТС, 276 МПа YS для Т6) с удлинением ≥ 8%.
Определение твердости по Бринеллю (АСТМ Е10) используя 500 кг нагрузки и 10 мм шарик обеспечивает быструю проверку качества для проверки состояния T6.
6061-Номинальная твердость T6 95 HB значительно превышает значения после отжига или T4. (30 полупансион и примерно 65 НВ, соответственно), позволяет быстро обнаружить нестареющий или отожженный материал, маскирующийся под Т6.
Ультразвуковой контроль (ЮТ) согласно ASTM B594 или EN 10160 используется для обнаружения внутренних расслоений, включения, и пористость толстой пластины протектора.
Погружной УЗД с C-сканированием или контактно-импульсно-эхо-УЗИ может отображать всю площадь пластины на наличие внутренних дефектов, превышающих установленные критерии приемки..
Вихретоковое тестирование используется для обнаружения приповерхностных трещин, круги, и другие поверхностные дефекты.
Автоматизированные вихретоковые системы, интегрированные в линии прокатного стана, обеспечивают 100% возможность контроля поверхности на производственных скоростях.
Стальная клетчатая пластина (обычно мягкая сталь A36 или A572) является основной конкурентоспособной альтернативой алюминиевым накладкам во многих конструкциях..
Выбор между двумя материалами предполагает компромисс между множеством эксплуатационных и экономических аспектов.:
| Критерий | 6061 Т6 алюминий | А36 Сталь |
| Плотность (г/см³) | 2.70 | 7.85 |
| Вес (родственник, та же толщина) | 1× | 2.9× |
| Прочность на растяжение (Мпа) | 310 | 400–550 |
| Соотношение прочности и веса | 115 МПа·см³/г | 51–70 МПа·см³/г |
| Коррозионная стойкость | Хороший (покрытие не требуется в мягких условиях) | Бедный (требует покрытия или цинкования) |
| Требование к техническому обслуживанию | Низкий | От умеренного до высокого |
| Электрическая проводимость | 43% МАКО | ~ 3% IACS |
| Теплопроводность (Вт/м·К) | 167 | 50 |
| Свариваемость | Хороший (с правильным наполнителем) | Отлично |
| Относительная стоимость материала (за кг) | ~3–5× выше | Ниже |
| Относительная стоимость жизненного цикла | Сопоставимо с более низким (меньше обслуживания) | Выше в агрессивных средах |
| Типичное преимущество применения | чувствительный к весу, агрессивные среды | Высокая нагрузка, с низкой коррозией, чувствительный к затратам |
Превосходное соотношение прочности и веса алюминиевой накладки на порог. (примерно в 2 раза больше, чем у стальной пластины по массе), в сочетании с присущей ему устойчивостью к коррозии, делает его предпочтительным выбором при транспортировке, морской, и для наружного строительства, несмотря на более высокую первоначальную стоимость материала.
Стоимость жизненного цикла алюминиевых накладок на пороги — с учетом сокращенного обслуживания, более длительный срок службы, и увеличение полезной нагрузки/эффективности за счет снижения веса — для этих применений часто ниже, чем у стали..
| Имущество | 6061-Т6 | 5052-Н32 | 3003-Н14 | 6063-Т6 | 5086-Н32 |
| ОТС (Мпа) | 310 | 228 | 150 | 241 | 290 |
| Да (Мпа) | 276 | 193 | 130 | 214 | 207 |
| Удлинение (%) | 12 | 12 | 8 | 8 | 10 |
| Коррозионная стойкость | Хороший | Отлично | Отлично | Хороший | Отлично |
| Лучшее приложение | Структурный, общий | морской, мягкий структурный | Легкий декоративный | Архитектурный | Морские структурные |
| Свариваемость | Хороший | Отлично | Отлично | Хороший | Отлично |
Армированный волокном пластик (стеклопластик) Решетка конкурирует с алюминиевой накладкой в агрессивных промышленных средах, где ни стандартная коррозионная стойкость алюминия, ни вес стали не являются приемлемыми.:
| Критерий | 6061 Протектор T6 | FRP решетка |
| Вес (приблизительный, кг/м²) | 8–30 (по толщине) | 5–10 |
| Коррозионная стойкость | Хороший | Отлично (химически специфичный) |
| Электрическая проводимость | Высокий | Непроводящий (преимущество в зонах опасности поражения электрическим током) |
| Структурная несущая способность | Высокий (твердая пластина) | Умеренный (открытая решетка) |
| Ударопрочность | Отлично | Умеренный (хрупкий) |
| Дренаж | Бедный (твердая пластина) | Отлично (открытая решетка) |
| устойчивость к ультрафиолетовому излучению | Хороший (анодированный) | Умеренный (деградирует со временем) |
| Возможность вторичной переработки | Отлично | Бедный |
| Расходы | Умеренный | Высшее начальное; аналогичный жизненный цикл |
6061 Алюминиевая накладка на порог Т6 — материал, отличающийся удивительной универсальностью., инженерная производительность, и широкое промышленное значение.
Преднамеренное сочетание 6061 химия дисперсионного твердения сплава Mg-Si с отпуском пикового старения Т6 обеспечивает предел текучести в пять раз выше, чем у отожженного сплава., позволяет использовать один материал для удовлетворения структурных требований пола прицепа грузового автомобиля., ступени лестницы морской платформы, Панели доступа к военной технике, и архитектурные элементы здания с равным авторитетом.
Характерный выпуклый рисунок, который определяет накладку на порог как категорию продукта, одновременно обеспечивает сопротивление скольжению и безопасность персонала., поверхностная жесткость для структурной эффективности, и визуальная идентичность, ассоциирующаяся во всем мире с промышленным качеством и долговечностью..
Производственный процесс изготовления проступи Т6 — от сляба, отлитого на постоянном токе, через горячую прокатку с тиснением рисунка., термообработка раствором, закалка, и искусственное старение — представляет собой сложную интеграцию физической металлургии., термомеханическая обработка, и точный контроль качества.
Каждый этап этого процесса регулируется четко определенными стандартами. (АСТМ Б632, АСТМ B209, АМС 2770, ЭН 1386) которые гарантируют, что поставляемый продукт соответствует механическим и размерным свойствам, на которые полагаются инженеры-строители в своих проектах..
Аргументы в пользу устойчивого развития 6061 Алюминиевая накладка T6 имеет нюансы, но в конечном итоге выгодна..
Хотя производство первичного алюминия требует значительной энергоемкости и углеродоемкости, исключительная пригодность алюминия к вторичной переработке (с 95% экономия энергии по сравнению. первичное производство), длительный срок службы в коррозионностойких применениях, и экономия веса, которую он обеспечивает в транспортных приложениях, в совокупности обеспечивают экологические характеристики в течение жизненного цикла, которые во многих случаях использования конкурентоспособны или превосходят стальные альтернативы..
Растущая доступность низкоуглеродных технологий, Алюминий, сертифицированный ASI, еще больше улучшает профиль устойчивости продуктов накладки на пороги..





7075 алюминиевый лист – самый прочный термообрабатываемый сплав, представлен компанией Alcoa в 1943, и может подвергаться термообработке для достижения уровня прочности, сравнимого со многими стальными сплавами..

Окрашенный алюминиевый змеевик (Алюминиевая катушка с покрытием) популярный материал для строительства, транспорт, и вывески из-за его легкости, долговечность, и универсальность.

6061 алюминиевый лист представляет собой сплав al-si-mg, упрочненный дисперсионным твердением. 6061 алюминий имеет высокое отношение прочности к весу, коррозионная стойкость выше среднего, хорошая обрабатываемость, и хорошо подходит для сварки.

Узнайте, как работает алюминиевая фольги, Его высокопроизводительные покрытия, термостойкость, и преимущества в области безопасности пищевых продуктов и устойчивости. Обязательное руководство для поваров и производителей.

5454 Алюминиевый лист обладает сильной антикоррозийной способностью и относится к 5000 серия из алюминиево-магниевого сплава. 5454 Алюминиевый лист также является нетермообрабатываемым сплавом и 20% Сильнее 5052 алюминиевый лист. Часто используется в трубопроводах морских объектов., алюминиевые кузова-цистерны и другие области.

5000 Алюминиевый сплав серии представляет собой серию сплавов Al-Mg с высокой прочностью и отличной коррозионной стойкостью.. Он широко используется в производстве морских судов., масляные резервуары, Корабли, автомобиль, строительные материалы и другие области.
No 52, Дунмин Роуд, Чжэнчжоу, Хэнань, Китай
Хэнань Huawei Aluminium Co., ООО, Один из крупнейших поставщиков алюминия в Китае Хэнань,Мы основаны в 2001 году, и мы имеем богатый опыт в импорте и экспорте и высокое качество алюминиевой продукции
Пн – Сб, 8AM – 5PM
Воскресенье: Закрытый
© Авторское право © 2023 Хэнань Хуавэй Алюминий Ко., ООО
Последние комментарии
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、Если такой продукт существует, его вес、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、Не могли бы вы сказать мне цену?
Привет, Есть ли у вас черный анодированный алюминий с лазерной гравировкой, сертифицированный для использования на открытом воздухе??
Уважаемые дамы и господа, Мы ищем материал из окисленной алюминиевой панели для архитектурного проекта, который мы предлагаем.. Архитектор хочет "старый и окисленный" Использован алюминиевый материал, чтобы дополнить винтажный вид их дизайна. (со старинными зеркалами, похожими на старые зеркала "слепой" являются! Мы будем рады, если вы поддержите нас в этой теме.. С уважением из Дюссельдорфа., Oliver Erkens Projektleiter Tel.: +49 (0)211 41 79 34-24 Факс: +49 (0)211 41 79 34-33 Мобильный: +49 (0)170 91 50 320 Электронная почта:[email protected] Web: www.bs-exhibitions.de
Добрый вечер , Мы заинтересованы в приобретении ваших материалов., мы занимаемся торговлей алюминиевой продукцией.