その理由を発見する 6061 T6 アルミニウム トレッド プレートが実現 310 MPA引張強度, 優れた腐食抵抗, 信頼性の高い滑り止め機能. 機械的特性を調べる, ASTM B632仕様, 構造設計のガイダンス, および製造のベスト プラクティス — すべてが 1 つの信頼できるリファレンスにまとめられています.




6061 T6 アルミニウム トレッド プレートは、世界の産業用途で最も広く指定され、多用途な構造用アルミニウム製品の 1 つです。.
の組み合わせは、 6061 T6 ピーク時効焼戻しによるマグネシウム - シリコン析出硬化合金の化学反応により、優れた強度重量比の材料が実現します。, 信頼性の高い耐食性, 幅広い製造互換性 - すべては、トレッドプレートを製品カテゴリーとして定義する特徴的な凸状パターンの表面を通じて表現されています。.
この記事では包括的な内容を提供します, 多視点からの検査 6061 T6 アルミニウム トレッド プレート, 冶金的基礎を網羅する, 熱処理科学, パターンデザイン, 機械的および物理的特性, 製造工程, 寸法規格, 産業用途, 腐食防止, 構造工学設計, 製造慣行, 品質保証, 比較分析, 環境の持続可能性, 市場力学, そして将来のイノベーションの軌跡.
構造技術者を対象とする, 製造エンジニア, 調達の専門家, 材料科学者, および製造業者, この参考資料は、厳密な技術的深さと、ほぼ全分野にわたる実践的な業界の洞察を統合しています。 12,000 言葉.
の 6xxxシリーズアルミニウム合金 マグネシウムによって区別されます (マグネシウム) とシリコン (そして) 主要な合金元素として.
これら 2 つの元素は熱処理中に結合して金属間化合物 Mg₂Si を形成します。 (ケイ化マグネシウム), 6xxx 合金の主要な強化析出物として機能します。.
6xxx シリーズはアルミニウム合金業界において独自の地位を占めています。: 熱処理可能な強度レベルは、非熱処理可能な 3xxx および 5xxx シリーズよりも大幅に優れています。, 溶接性との組み合わせ, 耐食性, 高強度の 2xxx よりも優れた加工汎用性を備えています。 (銅系) そして7xxx (亜鉛系) シリーズ合金.
6xxx系合金のうち, 6061 最も広く生産され、世界で使用されている製品です。そのバランスのとれた強みの組み合わせに基づいて、その地位を数十年にわたり保持しています。, 耐食性, 溶接性, と機械加工性.
1930 年代に 61S という名称で最初に開発されました。, 新しい 6xxx 合金が頻繁に評価されるベンチマーク合金であり続けています。.
ファーウェイ 6061 T6 アルミニウム トレッド プレート
の化学組成 6061 アルミニウム ASTM B209 などの国際規格によって定義されています。 (アメリカ), で 573-3 (ヨーロッパ), および GB/T 3880 (中国).
公称組成と許容範囲は次のとおりです。:
| 要素 | 構成範囲 (%) | 一次機能 |
| アルミニウム (アル) | 残り (≧95.8) | 一次行列 |
| マグネシウム (マグネシウム) | 0.80 – 1.20 | Mg₂Si 沈殿物を形成する; 一次強化剤 |
| ケイ素 (そして) | 0.40 – 0.80 | Mg₂Si 沈殿物を形成する; 強化剤 |
| 銅 (銅) | 0.15 – 0.40 | 固溶強化; SCCリスクを増加させる |
| クロム (Cr) | 0.04 – 0.35 | 粒子成長阻害; 耐食性 |
| 鉄 (鉄) | ≤ 0.70 | 不純物; 粗大な金属間化合物を制限するために制御 |
| マンガン (ん) | ≤ 0.15 | 不純物の天井; 粒子制御 |
| 亜鉛 (亜鉛) | ≤ 0.25 | 不純物の天井 |
| チタン (の) | ≤ 0.15 | 鋳造時の結晶粒微細化 |
| その他 (それぞれ) | ≤ 0.05 | 不純物管理 |
| その他 (合計) | ≤ 0.15 | 総不純物の上限 |
マグネシウムとシリコン (Mg₂Si系): ザ・マグ:システムが 6061 およそです 1.73:1 重量で, Mg₂Si の化学量論比に近い (1.73:1).
このバランスにより、時効中に最大の Mg₂Si 析出が保証されます。, 主な強化メカニズムを提供する.
Mg₂Si の化学量論を超える過剰なシリコンは、元素 Si 粒子からのさらなる固溶体および析出強化に寄与します。.
銅: 0.15 ~ 0.40% で, 銅は補助的な固溶強化を提供し、CuAl₂ の形成を通じて析出硬化に寄与します。 (θ相) 熟成中に沈殿する.
しかし, 銅はまた、粒界腐食に対する感受性を高めます。, より高い濃度で, ストレス腐食亀裂.
銅含有量が比較的低いため、 6061 強度強化と腐食性能の間の意図的なバランスを表します。.
クロム: 0.04 ~ 0.35% のクロム添加には 2 つの目的があります: 熱間加工時の再結晶の抑制 (より細かい状態を維持する, より強い粒子構造) 合金表面の電気化学的挙動を変更することにより、一般的な耐食性に貢献します。.
クロム含有分散質 (Al₇Cr および関連相) 粒界移動に対する効果的な障害物である.
鉄: 鉄は不純物です 6061, ≤0.70%に制御. 鉄は粗大なAl₃FeとAl₆を形成します(鉄マンガン) 延性と靱性を低下させる金属間相.
より厳密なアイロン管理 — 以下 0.40% — 靱性と疲労性能が重要な航空宇宙グレードの材料に指定されています.
| 財産 | 6061 | 5052 | 3003 | 6063 | 7075 |
| 抗張力 (T6, MPa) | 310 | 228 | 130 | 241 | 572 |
| 降伏強さ (T6, MPa) | 276 | 193 | 115 | 214 | 503 |
| 耐食性 | 良い | 素晴らしい | 素晴らしい | 良い | 適度 |
| 溶接性 | 良い | 素晴らしい | 素晴らしい | 良い | 貧しい |
| 被削性 | 良い | 公平 | 公平 | 公平 | 良い |
| 熱処理可能 | はい | いいえ | いいえ | はい | はい |
| 相対コスト | 適度 | 低~中程度 | 低い | 適度 | 高い |
| トレッドプレートの使用 | 一次構造 | マリン/アウトドア | 軽作業 | 装飾的な | 航空宇宙のみ |
6061の主要なトレッドプレート合金としての地位は、本物の構造強度のユニークな組み合わせを反映しています。 (かなりの生きた荷物と死んだ荷物を運ぶことができます), ほとんどの使用環境で許容可能な耐食性, 切断を可能にする加工の多様性, 曲げ, 溶接, 標準的なワークショップ方法による加工.
6061 さまざまなパターンの T6 アルミニウム トレッド プレート
アルミニウム合金の焼き戻し指定は、ANSI H35.1 によって定義されています。 (アメリカ) および同等の ISO 2107 標準.
焼き戻し指定は、鋳造または熱間加工後の材料の熱的および機械的処理履歴を伝えます。.
などの熱処理可能な合金の場合 6061, T シリーズの焼き戻しは、特定の溶体化熱処理と時効シーケンスを示します。.
T6 焼き戻しは特に次のことを指定します。: 溶体化熱処理後、人工時効処理 - つまり、合金は高温で完全に溶体化熱処理されています。, 急速に急冷された, その後、強度がピークになるまで中間温度で人工的に熟成させます。.
ソリューション熱処理 (SHT): T6 処理の最初の段階では加熱が行われます。 6061 材料を529°C ± 6°Cの温度まで加熱 (通常 520 ~ 535°C) Mg₂Si およびその他の可溶相がアルミニウム マトリックス内で固溶体に溶解するのに十分な時間保持します。.
保持時間は切片の厚さに依存します: 通常 30 薄いシートの場合は数分, 1厚板の場合は4時間. 目的は、アルミニウム中の Mg と Si の過飽和固溶体です。これは、その後の析出硬化の前提条件である熱力学的に不安定な状態です。.
温度の均一性が重要です; AMS 2770 (航空宇宙用熱処理仕様) 負荷全体にわたって±6℃の温度均一性が必要. 市販のトレッドプレート用, 通常は±8℃が指定されています.
焼入れ: SHT終了直後, 冷却中の Mg₂Si の析出を抑制するには、材料を室温まで急速に急冷する必要があります。, 過飽和固溶体の保存.
冷水焼入れ (40℃以下の水への浸漬) 最も効果的な方法です, 地表で毎秒数百℃の冷却速度を達成.
歪み制御が重要な場合は強制空気焼入れが使用されます, わずかに低いピーク特性を受け入れる.
冷却中の析出を完全に抑制するには、材料が急冷から出る温度は 70°C 未満でなければなりません。.
クエンチ感度 — 遅い焼き入れによる強度損失の影響を受けやすい — は中程度です。 6061 高銅合金と比較して, 厚い部分全体での焼入れ速度の変動に比較的耐えられます。.
それにもかかわらず, 厚いトレッドプレート (その上 6 mm 母材) 焼き入れ速度の違いにより、表面からコアまでの特性勾配が現れる場合があります。.
人工老化: 焼入れ後, 過飽和固溶体は 177°C ± 6°C で熟成されます。 (典型的な範囲 170 ~ 180°C) 8~12時間. 老化中, Mg₂Si 析出物が核生成し、一連の準安定前駆体相を経て成長します: GPゾーン→β』 (針状の凝集析出物) →b' (棒状の半密着性) →b (mg₂si, 支離滅裂).
ピーク強度 (T6 条件) β”が優勢であり、微細なβ’が析出する, アルミニウムマトリックスと最大限に密着しており、転位の動きに対して最大の抵抗を提供します。.
析出シーケンスとその結果として得られる特性は、熟成時間と温度に非常に影響されます。. 低年齢化 (時間または温度が不十分です) 合金を T4 状態のままにし、部分的に老化させます。, 強度が低い.
T6 ピークを超える過時効は、析出物が粗大化し、凝集性を失うため、強度が低下します。, T7に向けて移行中 (高齢者) 気性.
一貫した T6 特性を達成するには、時効パラメータを ±5°C および ±30 分以内で生産管理することが不可欠です.
アニール処理後のコントラスト (ああ、気性が荒い) そしてT6 6061 アルミニウムは析出硬化の驚くべき力を示しています:
| 財産 | 6061-○ (アニール) | 6061-T6 | 改善要因 |
| 極限引張強さ (MPa) | 124 | 310 | 2.5× |
| 降伏強さ (MPa) | 55 | 276 | 5.0× |
| ブリネル硬度 (HB) | 30 | 95 | 3.2× |
| 破断伸び (%) | 25 | 12 | 0.5× (減少した) |
| 疲労強度 (MPa) | 〜62 | ~97 | 1.6× |
O から T6 焼戻しまでの降伏強度は 5 倍増加しますが、その代償として延性が低下します。 (伸びが半分になる) 破壊靱性が若干低下します.
トレッドプレート用途 - 荷重に耐えるための強度と剛性が主な要件となる場合, 冷間成形性ではなく、このトレードオフは完全に適切です.
| 気性 | 処理 | UTS (MPa) | YS (MPa) | 伸長 (%) | 主な用途 |
| ○ | アニール | 124 | 55 | 25 | 冷間成形, 曲げ |
| T4 | SHT + 自然年齢 | 241 | 145 | 22 | 適度な強度, フォーミング可能 |
| T6 | SHT + 人工年齢 | 310 | 276 | 12 | 構造的, 耐荷重性 |
| T651 | T6 + ストレス解消 | 310 | 276 | 12 | 皿; 平坦度の向上 |
| T6511 | 押し出し成形, SHT + 年 + 軽度の冷間加工 | 290 | 255 | 8 | 押し出し材 |
T651 指定 (延伸による応力緩和を備えた T6) は、一般に、加工中の寸法安定性が重要な厚板用途に指定されます。, 引き伸ばし操作により、焼入れによって導入された残留応力が減少します。.
トレッドプレート用, これは通常、残留応力がそれほど重要ではないゲージで発生します。, 標準 T6 が主流の仕様です.
ピックアップトラック用アルミトレッドプレート
トレッドプレートの特徴 - チェッカープレートとも呼ばれます, ダイヤモンドプレート, またはダルバールプレート - シートまたはプレートの片面または両面にある隆起したパターンです.
このパターンは複数の機能を同時に提供します: 表面を歩く人に滑り止めを提供します。; 表面剛性を追加します (慣性モーメント) 平らに巻かれた重量を追加することなくプレートに取り付けられます; 工業品質に広く関連する視覚的に特徴的な美学を提供します。; 母材を直接接触や摩耗から保護する摩耗面として機能します。.
パターンは、熱間圧延中にアルミニウム ストリップをロールに通すことによって形成されます。ロールの 1 つは、その表面に所望のパターンの反転が機械加工されています。. 熱いアルミニウムがロールの隙間を通過するとき, パターンは高い忠実度で柔らかい金属表面にエンボス加工されています。.
1 小節パターン: 圧延方向と平行に走る単一の隆起リブ. 構造用途ではほとんど使用されない; 装飾的な文脈で、または一方向の滑り抵抗が特に必要な場合に時々使用されます。.
2 本のバーのパターン: 圧延方向に対してわずかな角度を付けた 2 つの平行なリブ. 1バーパターンに比べて横方向の滑り抵抗が向上します。. 一部のヨーロッパおよびアジア市場で使用されています.
スリーバー (トライバー) パターン: 圧延方向に対して約 30 ~ 45 度の 3 本の平行なリブ, 繰り返し対角線上に配置される. ヨーロッパ市場および特定の海洋用途で一般的. 優れた多方向滑り抵抗性を提供します.
ファイブバー (ダイヤモンド/チェッカー) パターン: 世界で最も広く使用されているトレッドプレートパターン, 特に北米市場では. 中心点から特徴的な放射状パターンで配置された 5 つの細長い隆起リブで構成されています。, プレート表面全体にダイヤモンドのような繰り返しモチーフを作成します。. 5本バーパターンにより、多方向への優れた耐滑性を実現, 高い美的魅力, ほとんどの交通機関の標準パターンです, 工事, および産業用途.
レンズ豆 (ラウンドドット) パターン: 規則的な格子状に配置された、隆起した半球状またはレンズ豆状の突起のパターン. 特定の欧州市場および特殊用途で一般的. 全方向に滑り止め効果を発揮.
カスタムおよび独自のパターン: 一部のメーカーは、特定の性能基準、つまり最大の滑り止め性能に合わせて最適化された独自のパターン設計を製造しています。, 最小パターン重み加算, または独特の美的アイデンティティ. これらは特殊なロール ツールを使用するため、通常より高価になります。.
トレッドプレートパターンの寸法特性は ASTM B632 に規定されています。 (北米市場のアルミニウムトレッドプレート用) とEN 1386 (欧州規格).
主要な幾何学的パラメータには次のものがあります。:
ASTM B632 では、標準パターンのパターン高さの公差を ±0.25 mm と指定しており、指定されたすべてのパターン寸法が公差範囲内に維持されることを要求しています。.
トレッドプレート表面の滑り抵抗は摩擦係数によって特徴付けられます。 (COF) プレート表面と基準足または靴底素材との間.
ASTM D2047 および OSHA 参照の ASTM F609 は、滑り抵抗測定の試験方法を提供します. ドライCOF用 6061 T6 5 バー トレッド プレートは通常、 0.6 (標準的なレザーとラバーのソール素材に対して) — OSHA の一般的な業界の基準をはるかに上回っています。 0.5 職場の歩行面用.
湿潤 COF は大幅に低く (通常 0.3 ~ 0.5)、隆起リブ間の滑らかな金属表面における水の潤滑効果を反映しています。.
トレッドプレートの滑り止め性能が向上しました。:
以下の機械的特性は、ASTM B209 および ASTM B632 に準拠したシートおよびプレートの形の 6061-T6 アルミニウムの特徴です。:
| 財産 | 価値 | 試験規格 |
| 極限引張強さ (UTS) | 310 MPa (45 クシ) | ASTM E8 |
| 降伏強さ (0.2% オフセット) | 276 MPa (40 クシ) | ASTM E8 |
| 破断伸び (50 ミリメートルゲージ) | 8-12% | ASTM E8 |
| ブリネル硬度 | 95 HB | ASTM E10 |
| ロックウェル硬度 | 60 HRB | ASTM E18 |
| 剪断強度 | 207 MPa (30 クシ) | — |
| 耐力強度 (究極の) | 607 MPa (88 クシ) | — |
| 耐力強度 (収率) | 386 MPa (56 クシ) | — |
| 疲労強度 (5×10⁸サイクル) | ~97MPa (14 クシ) | ASTM E466 |
| 弾性率 (E) | 68.9 GPa (10,000 クシ) | — |
| せん断弾性率 (g) | 26.0 GPa (3,770 クシ) | — |
| ポアソン比 | 0.33 | — |
トレッド プレートのパターンにより、曲げや疲労負荷の際にリブの基部に局所的な応力集中が生じることに注意してください。.
構造計算にはベースメタルの厚さを使用する必要があります (パターン全体の高さではありません) 断面特性計算用, 疲労設計には適切な応力集中係数を組み込む必要があります.
| 財産 | 価値 |
| 密度 | 2.70 g/cm3 (0.0975 ポンド/インチ3) |
| 熱伝導率 | 167 W/m・K |
| 電気伝導性 | 43% IACS |
| 熱膨張係数 | 23.6 µm/m・°C (13.1 μインチ/インチ·°F) |
| 比熱容量 | 896 J/kg・K |
| 溶解範囲 | 582–652℃ (1,080–1,205°F) |
| 陽極酸化反応 | 素晴らしい |
6061-T6 の密度 2.70 g/cm3は鋼の約3分の1 (7.85 g/cm3). この基本的な特性の違いが軽量化の基礎となり、輸送などの重量に敏感な用途ではアルミニウムのトレッドプレートがスチールよりも好まれます。, モバイル機器, および航空宇宙地上支援.
6061-T6 はアルミニウム合金としては良好から中程度の耐食性を示します。. 天然酸化アルミニウム (Al₂O₃) 合金表面に自然に形成される層は、大気中で顕著な腐食保護を提供します。, 淡水, 穏やかな化学環境.
しかし, いくつかの腐食メカニズムは、使用中の 6061-T6 トレッド プレートに関連しています。:
一般的な大気腐食: 6061-T6 は、田舎やほとんどの都市部の大気環境で優れた性能を発揮します。, 表面の酸化のみが進行する (化粧品の穴あき) 長期間の暴露期間にわたって重大な構造劣化なし.
海洋環境: 沿岸および海洋環境の塩化物イオンは不動態酸化層を破壊する可能性があります, 孔食の開始. 6061-T6 は 5xxx シリーズ合金よりも耐久性が低いです (のような 5052 または 5083) 海洋環境で, 主に銅の含有量によるもの. 攻撃的な海洋用途向け, 陽極酸化処理, 絵画, または合金の代替 (に 5052 または 5086) 考慮すべき.
顆粒間腐食: 6061-T6 の銅を含む粒界は、攻撃的な塩化物環境では粒界腐食を受けやすい. 角質剥離の原因となる可能性があります (表面層の剥離) 重症の場合.
ストレス腐食亀裂 (SCC): 6061-T6 は中程度の耐 SCC 性を示します. この合金は、高銅 2xxx シリーズまたは高亜鉛 7xxx シリーズ合金よりも SCC に対する耐性が大幅に優れています。, ただし、銅を含まない 5xxx または 6063 合金. 持続的な引張応力が強力な化学物質への曝露と同時に発生する場合を除き、SCC は通常、トレッド プレート用途の設計上の懸念事項ではありません。.
ガルバニック腐食: 6061-T6 がより多くの貴金属と電気的に接触している場合 (銅, ステンレス鋼, 炭素鋼) 電解質の存在下で, アルミニウムの電食が発生する可能性があります. 断熱材 (プラスチックワッシャー, シーラントバリア) 異種金属の接触点で使用する必要があります.
被削性: 6061-T6 は優れた機械加工合金として評価されています. 硬い T6 焼戻しによりショートが発生します。, 加工を容易にする砕けた切りくず, また、合金は超硬工具を使用して優れた表面仕上げで高速で機械加工できます。. 被削性はおおよそ評価されます 50% 快削合金 2011-T3 との比較 (評価された 100%).
溶接性: 6061-T6はMIG溶接可能 (GMAW) そしてティグ (GTAW) プロセス, しかし、溶接では特性に関する重要な考慮事項が導入されます: 溶接の熱により、熱影響部の T6 微細構造が局所的に再溶解および/または過剰老化します。 (ハズ), 溶接中心線から約 25 ~ 50 mm 以内で強度を約 T4 または焼きなましレベルに低下させる. この HAZ 強度の低下は構造設計で考慮する必要があります — アルミニウム設計マニュアル (ADM) HAZ 領域の許容応力の低減を指定します.
成形性: T6気質で, 6061 冷間成形性が限られている. 小さな半径で曲げると、外側の曲げ面で亀裂が発生する危険性があります。. T6 材料の最小曲げ半径は 2t から (素材の厚さの2倍) 薄ゲージ用~4t以上 厚ゲージ用. 大幅な成形が必要な場合, T4 またはアニールされた状態で作業し、その後 T6 まで再熱処理することが推奨されるアプローチです.
使用したツールボックス 6061 T6 アルミニウム トレッド プレート
の生産 6061 T6 トレッド プレートは、一次または二次アルミニウム精錬所での合金の準備から始まります。. 高純度アルミニウム (通常 99.7% アル) 溶解し、マグネシウムを正確に添加して充填します。, ケイ素, 銅, 目標を達成するためのクロム母合金 6061 構成.
結晶粒微細化チタンボロン (Ti-B) マスターアロイは鋳造の直前に溶解物に添加され、微細化を促進します。, 凝固したスラブ内の等軸結晶粒構造.
大型ローリングスラブ (通常、厚さは 400 ~ 600 mm, 1,000幅 –2,000mm, 長さ4,000~8,000mm) 直接冷却によって製造されます (直流) 半連続鋳造, 溶解したアルミニウムを水冷型に流し込み、そこから固化したスラブを連続的に取り出します。.
次に、鋳放しのスラブを約 560 ~ 580°C で 4 ~ 12 時間均質化し、可溶相を溶解します。, 凝固から組成勾配を排除する, 金属間化合物粒子を球状化します. 均質化は一貫した熱間圧延挙動と最終製品特性に不可欠です.
熱間圧延前, スラブの表面が削られている (正面フライス加工) 凝固中に形成された偏析した外層を除去するため, 表面欠陥の確認, 内包物, 化学的変化が最終製品に伝播しません。.
均質化されたスラブは、プッシャーまたはウォーキングビーム炉で 450 ~ 520°C に予熱され、反転式またはタンデム式ホットミルで熱間圧延されます。.
段階的な厚さの減少は複数のパスで適用されます, 必要に応じて中間再加熱あり, ストリップが目標転写厚さに達するまで (最終的なゲージ要件に応じて通常 4 ~ 15 mm).
トレッドプレート製造における重要かつユニークなステップは、最終熱間圧延パスの 1 つで行われます。: ストリップはロールスタンドを通過します。 (通常は下部のワークロール) マイナスを背負っている (逆数) 表面に機械加工されたトレッドプレートのパターン.
熱したストリップがこのロールギャップを通過するとき, 柔らかいアルミニウムがパターンのキャビティに押し込まれます, 版面の模様形状を忠実に再現.
パターンロールデザイン — リブ角度を含む, 身長, ピッチ, および抜き勾配 — 製品の品質とロール寿命を決定する重要なエンジニアリング分野です.
パターンロールは高クロムまたは高速度工具鋼から製造されています, 精密に機械加工され、厳しい公差に合わせて研磨されています.
パターンロールはロール幅全体にわたってさまざまな圧力を加えるため、トレッドプレートの熱間圧延中のゲージ制御には特別な考慮が必要です。, 自動ゲージ制御に複雑さをもたらす (AGC) システム応答.
最新のホットミルはフィードフォワードおよびフィードバック AGC を使用して、パターンのエンボス力に関係なくベースメタルの厚さを仕様内に維持します。.
熱間圧延後 (そして, 必要に応じて, 最終ゲージまでの冷間圧延), T6 特性を実現するには、プレートを溶体化熱処理する必要があります。. トレッドプレート用, SHT は 2 つの構成のいずれかで実行されます:
連続炉 (ローラーハース): プレートは、制御された速度でコンベアローラーに乗って長いトンネル炉を通過します。, 目標の浸漬温度と時間を達成する. 連続炉は、薄いゲージの材料に対して高いスループットと優れた温度均一性を提供しますが、厚い板の場合は厚さ全体の浸漬を確実にするために慎重な速度と温度プロファイリングが必要です。.
バッチ炉 (空気循環): プレートは炉車のトレイに積み重ねられ、バッチモードで処理されます. バッチ処理により、厚板の浸漬時間を長くすることができ、非標準サイズに対する柔軟性が向上します。, ただし、温度を均一にするために慎重な積み重ねと間隔が必要です.
SHTに続いて, プレートは水冷タンクに浸漬するか、水スプレーの衝突によって急冷されます。. クエンチは次の時間内に開始する必要があります 15 プレートが炉から出てくるまでの秒数 (AMSごとに 2770 要件) 移送中の粗大な Mg₂Si の析出を最小限に抑えるため, 最終的な特性が低下する可能性があります.
急冷したプレートは、177°C ± 6°C で動作する熟成オーブンに移されます。. プレートは一定温度で 8 ~ 12 時間熟成されます。.
エージングオーブンの温度均一性は、AMS による熱電対調査によって検証されています 2770 オーブンで T6 エージングを行う前に. 老化に続いて, プレートは室温まで空冷されます.
組み合わせたSHT + T6 トレッドプレートの経年劣化サイクルは、多額の資本とエネルギー投資となります。.
最新の施設は、炉熱回収システムにより大幅なエネルギー効率を達成しています, 最適化された読み込みプラクティス, 仕様外の特性による再処理を最小限に抑える予測的プロセス制御.
焼入れにより、熱収縮差によりアルミニウム板に残留応力と反りが発生します。. 老化に続いて, プレートはテンションレベルまたはローラーレベルで平坦度を修正します.
張力レベリング(制御された引張荷重の下でプレートをストレッチャーのジョーに通す)は、パターンを損傷することなく湾曲を除去するのに特に効果的です.
トレッドプレートの平面度公差は ASTM B632 で指定されています.
プレートは丸鋸で仕上がり寸法にカットされます, 剪断, またはプラズマ切断, 厚さと必要なエッジ品質に応じて.
エッジのバリ取りにより、取り付け時に怪我や取り付けの問題を引き起こす可能性のある鋭いバリを取り除きます。.
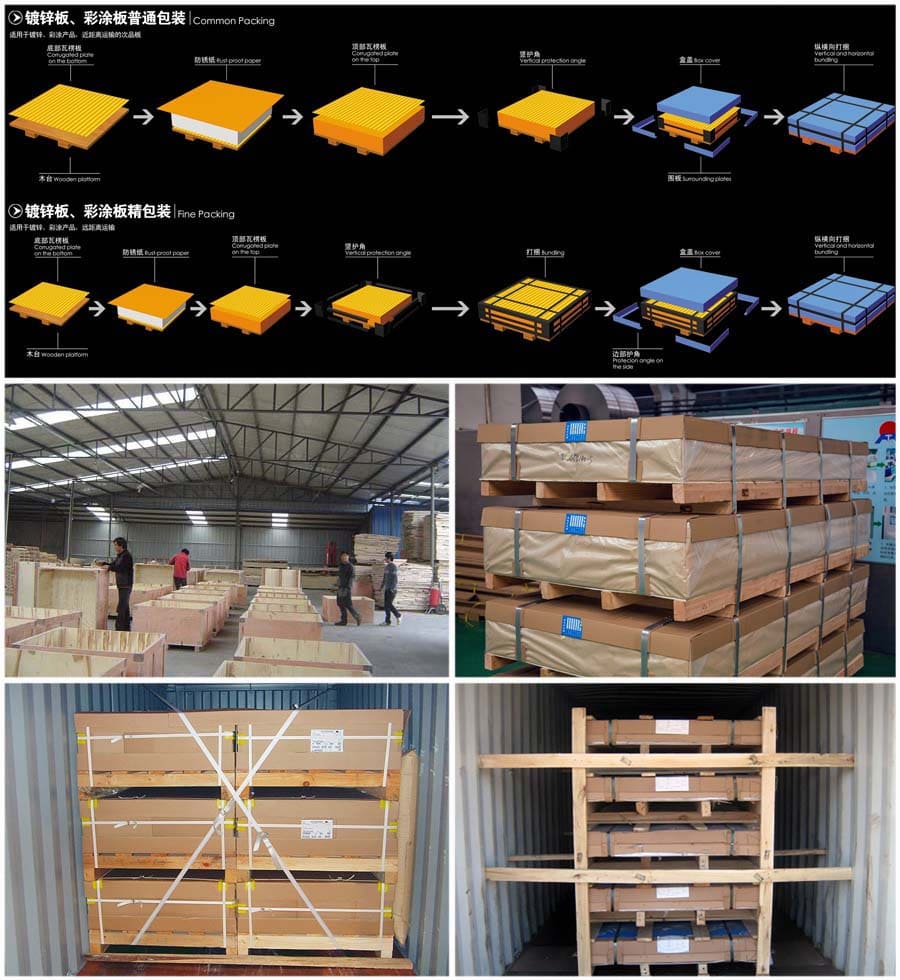
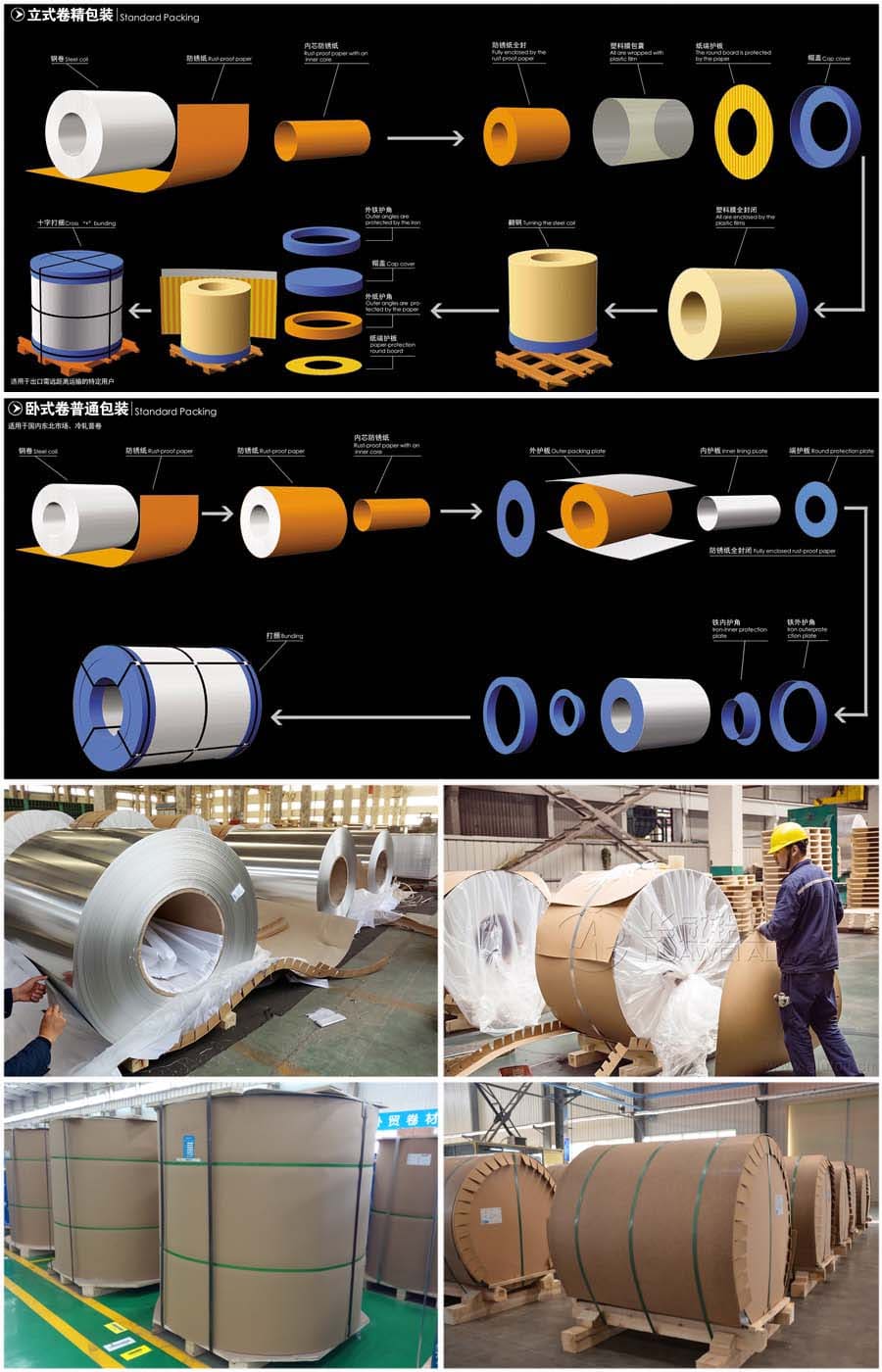
表面仕上げオプション - 陽極酸化処理, 絵画, または粉体塗装 – すべての機械的処理が完了した後に適用されます, これらの処理は、製品の耐用年数にわたって最終的な腐食と美的保護を提供するためです。.
寸法と特性の要件 6061 T6 アルミニウム トレッド プレートは以下によって管理されます。:
| 標準 | 発行団体 | 範囲 |
| ASTM B632 | ASTMインターナショナル | アルミニウム合金圧延トレッドプレート - 主な北米標準 |
| ASTM B209 | ASTMインターナショナル | アルミニウム及びアルミニウム合金の板材 |
| で 1386 | セン (ヨーロッパ) | アルミニウムおよびアルミニウム合金 - トレッドプレート |
| ギガバイト/トン 3880 | SAC (中国) | アルミニウムおよびアルミニウム合金板, シート, そして剥ぎます |
| AMS 2770 | SAEインターナショナル | アルミニウム合金鍛造品の熱処理 |
| AMS-QQ-A-250/11 | SAEインターナショナル | アルミニウム合金 6061 プレートとシート |
| アルミ設計マニュアル | アルミニウム協会 | アルミ製品による構造設計 |
ASTM B632 では、トレッド プレートのベースメタルの厚さを次から指定しています。 1.27 mm (0.050 で) に 12.70 mm (0.500 で).
この規格では、「ベースメタルの厚さ」をパターンの下の平らな金属の厚さ(構造計算に使用される寸法)として定義しています(パターンの高さを除く)。.
標準のシートとプレートの幅は以下のとおりです。 600 mmから 2,000 mm, と 1,220 mm (48 で) そして 1,524 mm (60 で) 北米市場で最も一般的な幅.
標準の長さは通常、 2,440 mm (96 で) そして 3,050 mm (120 で), サービスセンターからカスタム長さのカット寸法を入手可能.
厚さの許容差 ASTM B632 によると、公称の厚さと幅によって異なります:
| 母材の厚さの範囲 | 厚さの許容差 (±) |
| 1.27 – 3.18 mm | 0.15 – 0.25 mm |
| 3.18 – 6.35 mm | 0.25 – 0.38 mm |
| 6.35 – 12.70 mm | 0.38 – 0.50 mm |
パターン高さ 標準的な 5 バー パターンの範囲は次のとおりです。 0.89 mmから 2.03 mm(ベースメタルの厚さによる), 公差±0.25mm.
構造計算・調達のため, トレッドプレートの単位面積あたりの重量は重要なパラメータです. 一般的なゲージのおおよその重量:
| ベースメタルの厚さ (mm) | 約. 重さ (kg/平方メートル) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
注記: 実際の重量には、同等の平板と比較して、パターン隆起素材の約 5 ~ 10% の追加が含まれます。.
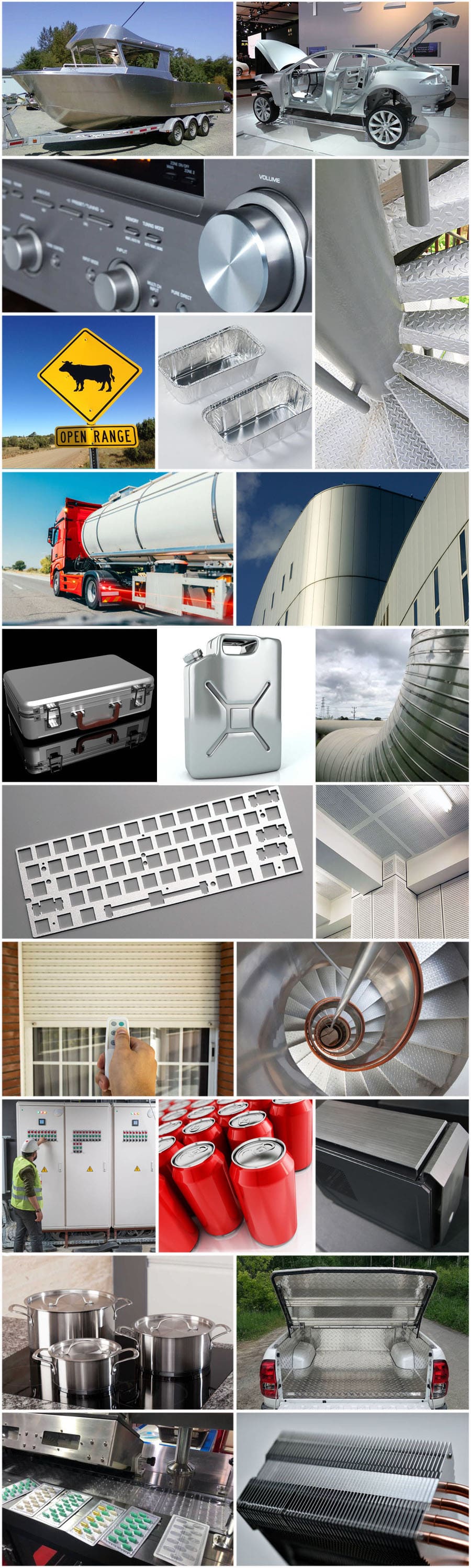
運輸部門は最大の消費者である 6061 T6 アルミニウム トレッド プレート (グローバル).
合金の高い強度対重量比, 耐食性と滑りにくい表面を兼ね備えています, 耐荷重と安全性が同時に要求される車両用途に最適です。.
ランニングボードとステッププレート ピックアップトラック用, SUV, バン, 商用車は、消費者向けのアプリケーションとして最も注目されています。.
6061 T6 トレッド プレート ステップ プレートは、乗員の乗降による繰り返しの動的荷重に耐える必要があります。, 道路塩への曝露と組み合わせる, 水分, 道路の瓦礫による機械的衝撃. T6 焼き戻しの高い降伏強度により、これらの条件下での永久変形が防止されます。.
トレーラーの床材 フラットベッド用, 家畜, 密閉型カーゴトレーラーは大量の構造用途に使用されます。.
6061 ベース厚 3 ~ 5 mm の T6 トレッド プレートは、トレーラーの自重を最大許容車両総重量定格未満に保ちながら、法定積載重量の耐荷重能力を提供します。 (GVWR).
同等のスチール床と比較して 50 ~ 60% の重量削減は、貨物積載量の増加または燃費の向上に直接つながります。.
バスおよび鉄道車両の床材: 交通機関の車両には、長年にわたる歩行者の往来に耐える床材が必要です, 乗客の安全のために滑り止め加工が施されています, 洗浄剤に対する耐性, 軽量でエネルギー効率が高い.
6061 T6 トレッド プレートはこれらの要件をすべて満たしており、市営バスに指定されています。, 通勤電車, 北米および国際的な軽量鉄道車両の調達基準.
スロープとドックレベラー: 倉庫のドックの床とトラックのトレーラー荷台の間の隙間を埋めるために使用される荷積みドック プレートは、手動で位置を変更できるほど軽量であると同時に、5,000 ~ 10,000 kg のフォークリフトの荷重をサポートする必要がある重要な安全アイテムです。.
6061 T6 トレッド プレート ドック プレートは、適切な構造能力を維持しながら、スチール代替品と比較して大幅な重量削減を実現します。.
海洋環境は、金属材料にとって最も厳しい腐食環境の 1 つです。, 塩化物を多く含む塩水を混ぜる, 紫外線, 生物付着, 波の作用と衝撃による機械的ストレス.
5xxx シリーズ合金 (特に 5052, 5083, 5086) 一般に海洋環境において優れた耐食性を発揮します, 6061 T6 トレッド プレートは、より高い強度が必要とされる海洋環境や表面保護の分野で重要な用途に使用されています。 (陽極酸化または塗装) 本来の耐食性を補うために適用されます。.
ボートのデッキとコックピットの床: レクリエーションおよび商業船のデッキ 6061 T6 トレッドプレートは濡れた状態でも滑りにくく、乗組員の安全に不可欠です. 陽極酸化仕上げにより塩水による攻撃や紫外線劣化から保護します。.
タラップ, 搭乗ランプ, そして桟橋の歩道: 海岸と船舶、および桟橋と桟橋の接続では、さまざまな隙間をまたいで歩行者交通を運ぶ必要があります。, 構造的な剛性と強度が必要. 6061 T6 はこれらの要件に対応しながら、手動で調整できる扱いやすい重量を維持します。.
洋上プラットフォームの階段踏面とグレーチング: 炭化水素汚染や波しぶきにより極度の滑りの危険が生じる環境では、固定式海洋プラットフォームや浮体式生産施設には滑り止めの歩行面が必要です。. 6061 T6 踏み板階段踏面, 適切な表面処理を施したもの, 関連する海洋および海洋の安全基準を満たしていること (オシャ, ABS, DNV).
建設部門で, 6061 T6 アルミニウム トレッド プレートは、機能的な構造的役割と、独特のトレッド プレート表面がデザイン要素として評価される美的用途の両方に役立ちます。.
工業用床材とメザニンデッキ: 倉庫の中二階, 機器プラットフォーム, および工場の床オーバーレイ 6061 T6 トレッドプレートにより迅速な取り付けが可能, 最小限のメンテナンスで長寿命, ほとんどの産業用活荷重に十分な構造的容量 (2.5–7.5kPa, 用途に応じて).
階段の踏み板と段鼻: 商業および工業用地における階段の安全性に関する建築基準要件により、踏み板階段コンポーネントの普及が促進されています。. 隆起パターンが必要な滑り抵抗を提供します; T6 の強度により適切な耐荷重性を実現; アルミニウムの表面は、外階段が受ける屋外の風化条件に耐えます。.
エレベーター内部: 商業用エレベーターの内部フロアには、多くの場合、 6061 耐摩耗性を兼ね備えた T6 トレッドプレート, 簡単な掃除, 構造的妥当性, そして美的魅力.
建築用装飾被覆材: アルミニウムトレッドプレートの反射金属外観, 特に陽極酸化または研磨仕上げの場合, 建築家によって建物のファサードのデザイン要素として指定されることが増えています, 柱の被覆, 羽目板, 商業および公共の建物のインテリア建築特徴.
マシンガードと安全カバー: 産業機械の安全筐体とアクセス パネルは、 6061 T6 トレッド プレートは、必要な構造的剛性と軽量性を兼ね備えており、メンテナンス アクセス時の取り扱いを簡素化し、マシン フレームへの負荷を軽減します。.
食品加工環境: アルミニウムは本質的に食品と接触する用途に適合しており、毒性がありません, 簡単に掃除できる, USDA/FDA準拠. 6061 食品加工施設の T6 踏み板の通路とプラットフォームは、厳格な洗浄および消毒プロトコルに耐えます。 (蒸気洗浄, 苛性洗剤) 食品グレードの環境の.
キャットウォークと作業台: 産業施設では、プロセス機器にアクセスするために高架通路が必要です, タンク, およびユーティリティ. 6061 T6 トレッドプレートキャットウォークは必要な構造能力を提供します, 滑りにくい表面, 長寿命, 産業プラントの要求の厳しい化学および熱環境におけるメンテナンスコストの低さ.
地上車両の床材の軍用仕様, 航空機地上支援装置, ポータブルブリッジングシステム, およびヘリコプターの着陸パッドが頻繁に参照される 6061 T6 アルミニウム トレッド プレート, 構造性能の組み合わせを認識する, 重量効率, 軍の兵站要件に独自に適した耐食性を備えています。.
MIL-DTL-32505 および関連する防衛仕様は軍用グレードのトレッド プレートの調達を管理します, 多くの場合、完全な材料トレーサビリティと第三者認証が必要です.
セクション V.3 で詳述, 6061-T6 は、軽度から中程度の環境条件下で良好な耐食性を発揮します。.
多くのトレッドプレート用途 - トラックランニングボード用, 倉庫の床材, エレベーターの内部 - 圧延されたままの表面または圧延仕上げの表面は、定期的な洗浄メンテナンスのみで、製品の耐用年数全体にわたって適切な腐食保護を提供します。.
より過酷な環境が予想される場所 - 沿岸海洋暴露, 車両用途における除氷塩との接触, 化学工場への暴露 - 適切な腐食保護と耐用年数を確保するには表面処理が必要です.
陽極酸化は、アルミニウムの表面を緻密な表面に変換する電気化学プロセスです。, 硬質酸化アルミニウム (Al₂O₃) 電解液に浸した部分に直流電流を流して層を形成する (通常は硫酸).
陽極酸化層はアルミニウム基板と一体となっており、剥がれたり欠けたりする可能性のあるコーティングではなく、劇的に耐食性が向上します。, 表面硬度, 見た目の耐久性も.
タイプII (建築) 陽極酸化処理: 標準電流密度で硫酸電解液中で生成, 厚さ5~25μmの酸化物層の発達.
タイプ II 陽極酸化処理は、ほとんどの建築および商業用途に優れた耐食性を提供します。, 装飾色のオプションのための優れた染色性, 表面硬度は約 200 ~ 300 ビッカース (HV) — 卑金属よりも大幅に硬い (95 HB ≈ 100 HV).
タイプIII (硬質アルマイト処理): 硫酸中でより低い温度とより高い電流密度で生成されます。 (時には添加物が入っていることもある), 厚さ25~100μmの酸化物層の発達.
タイプ III 硬質陽極酸化処理は、400 ~ 600 HV の表面硬度を実現し、焼入れ鋼に近い硬度を実現し、優れた腐食保護に加えて優れた耐摩耗性と耐摩耗性を提供します。.
硬質陽極酸化処理されたトレッドプレートは、航空機の地上支援装置などの要求の厳しい用途に仕様化されています, 工業用工具の表面, 軍用車両の床材.
トレッドプレートの陽極酸化の課題: 隆起したパターンにより、陽極酸化中に不均一な電流密度分布が生じる可能性があります。, その結果、パターン表面全体の厚さにばらつきが生じる可能性があります。.
トレッドプレートの高品質の陽極酸化処理には慎重な治具設計が必要です, お風呂の撹拌, パターン形状全体にわたって均一な酸化膜厚を実現するためのプロセス制御.
有機コーティングシステムは、陽極酸化の電気化学的不動態化メカニズムではなく、金属表面を環境水分や電解質から隔離するバリアメカニズムを通じて腐食保護を提供します。.
機械的磨耗にさらされるトレッドプレート用途向け (歩行者交通, 車両積載), コーティングシステムは、良好な接着力と適切な硬度および柔軟性を兼ね備えていなければなりません.
表面の準備 有機コーティングの性能を決定する最も重要な要素です. のために 6061 T6 トレッドプレート, 表面処理には通常、アルカリ性クリーナーによる脱脂が含まれます。, 表面プロファイルを作成するためのエッチング, および化成皮膜 (クロム酸塩またはクロムを含まないリン酸塩/ジルコン酸塩) コーティング界面での接着促進と腐食防止を実現します。.
エポキシプライマー + ポリエステルまたはポリウレタンの上塗り システムは優れた接着力を提供します, 耐薬品性, 屋外用途向けの UV 安定性.
高ビルドエポキシシステム (60–125μmのDFT) 最も厳しい腐食保護要件に合わせて指定されています.
パウダーコーティング (熱硬化性ポリエステル, エポキシ-ポリエステルハイブリッド) 良好な機械的耐性を提供します, 大量生産におけるコスト効率の向上, 溶剤の排出がない (環境コンプライアンスにとって重要).
粉体塗装 6061 T6 トレッド プレートは商業建築および輸送用途で一般的です.
丸鋸切断 最も一般的な切断方法です 6061 T6 トレッドプレートの長さと幅.
3 ~ 6° のポジティブすくい角の超硬チップブレード, 細かい歯ピッチ (6厚板の場合 -10 TPI), 1,500 ~ 3,500 m/min の切断速度により、バリを最小限に抑えたきれいな切断を実現します。. 厚板の場合はクーラント/潤滑剤の使用を推奨.
プラズマ切断 プレート内のあらゆる形状を迅速に切断できます。 25 mm, 適度なエッジ品質.
プラズマの影響を受けるゾーン (パス) T6 微細構造を局所的にアニールする熱を導入します。, 溶接HAZに似たソフトゾーンの作成.
エッジゾーンに荷重がかかる構造用途向け, プラズマ切断されたエッジは機械加工で除去する必要があります.
ウォータージェット切断 熱影響部のない精密な切断を実現, 優れたエッジ品質, 複雑な形状や輪郭をカットする能力.
これは、寸法精度とエッジの品質が重要な場合に推奨される方法です - カスタム階段踏み板, 装飾的な建築要素, および精密構造部品.
ウォータージェット切断は、プラズマ切断や鋸切断よりも遅く、1 メートル当たりのコストが高くなります.
レーザー切断 アルミニウムの使用も可能ですが、アルミニウムは反射率と熱伝導率が高いため、スチールよりも困難です。.
高出力ファイバーレーザー (4–12kW) 窒素アシストガスを使用すると、アルミニウムのトレッドプレートを約10mmまで切断できます。 10 mm, ただし、表面の焼けを防ぐために特殊な光学システムと慎重なパラメータ選択が必要です.
剪断 ベースの厚さが約 4 ~ 5 mm までのトレッドプレートに適しています, 迅速な直線カットを実現.
トレッドプレートのパターンがシアーラインでわずかに歪む場合があります, 一般的に刃先の品質は鋸やウォータージェット切断よりも劣ります。.
曲げ 6061 T6 トレッド プレートでは、外側の張力面での亀裂を避けるために、最小曲げ半径に細心の注意を払う必要があります。.
アルミニウム協会が推奨する 6061-T6 シートおよびプレートの最小曲げ半径は次のとおりです。:
| 厚さ (mm) | 最小曲げ半径 (横方向) | 最小曲げ半径 (縦方向の) |
| 1.6 | 3.2 mm (2t) | 4.8 mm (3t) |
| 2.0 | 4.0 mm (2t) | 6.0 mm (3t) |
| 3.0 | 7.5 mm (2.5t) | 10.5 mm (3.5t) |
| 4.0 | 12.0 mm (3t) | 16.0 mm (4t) |
| 6.0 | 24.0 mm (4t) | 30.0 mm (5t) |
曲げ線に対するパターンの方向 重要な実際的な考慮事項です.
リブを曲げ線と平行にして曲げる (肋骨を越えて曲がる) リブの基部に応力集中が生じ、曲げ線に垂直なリブで曲げる場合よりも大きな最小半径が必要になります。.
きつい曲げが必要な場所, 成形前に O 調質まで焼鈍し、その後 T6 まで再熱処理することで、コストはかかりますが、クラックを発生させずにはるかに小さな半径まで成形できます。.
自分 (GMAW) 溶接 最も一般的な溶接プロセスです。 6061 T6トレッドプレートの製作. 推奨される溶加合金は次のとおりです。:
アルミニウムの MIG 溶接のシールド ガスは通常、 100% アルゴン (流量 15 ~ 20 L/min).
AC電源 (TIG用) または DC+ 極性 (私にとって) 溶接中に酸化アルミニウムの表面層を除去するために必要な陰極洗浄作用を提供します。.
ティグ (GTAW) 溶接 MIG よりも高い溶接品質と精度が得られ、重要な構造溶接に適しています。, 薄いゲージ素材, 美しい品質の接合部.
アルミTIGは高周波スタートのAC電流が標準です.
摩擦撹拌溶接 (FSW): 高性能または航空宇宙関連の用途向け, FSW は、溶融池を排除し、溶融溶接に伴う HAZ 強度低下を大幅に軽減するソリッドステート接合を提供します。.
6061-T6 の FSW は、親金属強度の 85 ~ 95% の接合効率を生み出します, 溶融溶接ジョイントの場合は 55 ~ 75% と比較して.
FSW は輸送分野での使用が増加しています (船のデッキ, 鉄道車両の床パネル) および防衛アプリケーション.
医薬品およびクリティカル用途への応用 6061 T6 トレッドプレートには、スラブから完成品までの完全な材料トレーサビリティが必要です.
一次認証文書は次のとおりです。 ミルテストレポート (MTR), 実際の化学組成を記録する (熱によって), 機械的テストの結果 (抽選で), 熱処理パラメータ, 寸法検査結果.
MTR は EN ごとに生成されます 10204:2004 タイプ 3.1 (工場によって認定された) またはタイプ 3.2 (独立した第三者によって認定されています).
政府および防衛調達向け, 適合証明書を含む追加の認証 (CoC) 適用される軍用規格に準拠, 材質識別マーク, 原産国の書類が必要になる場合があります.
製造合金の適合性は次の方法で検証されます。 発光分光分析 (OES) 各鋳造熱から採取された凝固サンプルについて.
OES は迅速な提供を提供します, 指定されたすべての元素を同時に正確に定量化. X線蛍光 (XRF) 分析 — ポータブルで利用可能, ハンドヘルド機器 - 受け取った材料の合金の同一性を現場で検証できます, 合金の取り違えに対する重要な保護手段を提供します (指定された合金を不適合合金で置き換える 6061).
ASTM E8 に基づく引張試験では、プレート材料から標準の平坦または丸棒試験片を抽出する必要があります。.
トレッドプレート用, 試験片は通常、卑金属部分から採取されます。 (パターンリブを避ける), 試験片の長軸が圧延方向と平行かつ直角になるようにする.
完全に準拠するには、UTS と降伏強度の両方が ASTM B632 の最小値を満たすかそれを超える必要があります (310 MPa UTS, 276 T6用MPaYS) 伸びあり≧ 8%.
ブリネル硬さ試験 (ASTM E10) を使用して 500 kgの荷重と 10 mm ボールは T6 焼き戻し検証のための迅速な品質チェックを提供します.
6061-T6 公称硬度 95 HB はアニール値または T4 値をはるかに上回っています。 (30 HBと約 65 HB, それぞれ), T6 を装った時効不足または焼きなまされた材料の迅速な検出が可能.
超音波検査 (ユタ州) ASTM B594 または EN に準拠 10160 内部のラミネートを検出するために使用されます, 内包物, 厚いトレッドプレートの多孔性.
C スキャン液浸 UT または接触パルスエコー UT は、指定された許容基準を超える内部欠陥の兆候についてプレート領域全体をマッピングできます。.
渦電流検査 表面近くの亀裂の検出に使用されます, 周回, およびその他の表面に関連する欠陥.
圧延機ラインに統合された自動渦流システムは、 100% 生産速度での表面検査能力.
スチールチェッカープレート (通常は A36 または A572 軟鋼) 多くの構造用途において、アルミニウム トレッド プレートに代わる主な競争力のある代替品です。.
2 つの材料のどちらを選択するかには、さまざまな性能と経済的側面にわたるトレードオフが関係します。:
| 基準 | 6061 T6アルミニウム | A36スチール |
| 密度 (g/cm3) | 2.70 | 7.85 |
| 重さ (相対的, 同じ厚さ) | 1× | 2.9× |
| 抗張力 (MPa) | 310 | 400–550 |
| 強度重量比 | 115 MPa・cm3/g | 51–70MPa・cm3/g |
| 耐食性 | 良い (穏やかな環境ではコーティングは必要ありません) | 貧しい (コーティングまたは亜鉛メッキが必要です) |
| メンテナンスの必要性 | 低い | 中程度から高程度 |
| 電気伝導性 | 43% IACS | 〜3%IACS |
| 熱伝導率 (W/m・K) | 167 | 50 |
| 溶接性 | 良い (適切なフィラーを使用して) | 素晴らしい |
| 相対的な材料コスト (1kgあたり) | 約 3 ~ 5 倍高い | より低い |
| 相対的なライフサイクルコスト | 下位のものと同等 (メンテナンスの軽減) | 腐食環境ではより高い |
| 一般的なアプリケーションの利点 | 重量に敏感, 腐食性環境 | 高負荷, 低腐食, コスト重視の |
アルミニウム製トレッドプレートの優れた強度対重量比 (質量換算で鋼板の約2倍), 固有の耐食性と組み合わせることで、, 輸送において好ましい選択肢となる, マリン, 初期材料コストは高いにもかかわらず、屋外建設用途に適しています。.
アルミニウム トレッド プレートのライフサイクル コスト – メンテナンスの削減を考慮, より長い耐用年数, 軽量化による積載量/効率の向上 - これらの用途では鋼よりも低いことがよくあります.
| 財産 | 6061-T6 | 5052-H32 | 3003-H14 | 6063-T6 | 5086-H32 |
| UTS (MPa) | 310 | 228 | 150 | 241 | 290 |
| YS (MPa) | 276 | 193 | 130 | 214 | 207 |
| 伸長 (%) | 12 | 12 | 8 | 8 | 10 |
| 耐食性 | 良い | 素晴らしい | 素晴らしい | 良い | 素晴らしい |
| 最高のアプリケーション | 構造的, 一般的な | マリン, 穏やかな構造 | 軽い装飾 | 建築 | 海洋構造物 |
| 溶接性 | 良い | 素晴らしい | 素晴らしい | 良い | 素晴らしい |
繊維強化プラスチック (FRP) 標準アルミニウムの耐食性も鋼鉄の重量も許容できない腐食性の産業環境において、グレーチングはアルミニウムのトレッドプレートと競合します。:
| 基準 | 6061 T6 トレッドプレート | FRPグレーチング |
| 重さ (近似, kg/平方メートル) | 8–30 (厚さによる) | 5–10 |
| 耐食性 | 良い | 素晴らしい (化学物質特有の) |
| 電気伝導性 | 高い | 非導電性 (電気危険区域での利点) |
| 構造耐荷重 | 高い (固体プレート) | 適度 (オープングレーティング) |
| 耐衝撃性 | 素晴らしい | 適度 (脆い) |
| 排水 | 貧しい (固体プレート) | 素晴らしい (オープングレーティング) |
| 耐紫外線性 | 良い (陽極酸化された) | 適度 (時間の経過とともに劣化する) |
| リサイクル性 | 素晴らしい | 貧しい |
| 料金 | 適度 | より高いイニシャル; 同様のライフサイクル |
6061 T6 アルミニウム トレッド プレートは優れた汎用性を備えた素材です, 設計されたパフォーマンス, そして広範な産業上の重要性.
意図的に組み合わせたものは、 6061 T6 ピーク時効焼戻しによる Mg-Si 析出硬化の化学反応により、焼きなまし合金の 5 倍の降伏強度が得られます。, 単一の材料でトラックトレーラーの床材の構造要件に対応できるようにする, 沖合プラットフォーム階段踏板, 軍用車両アクセスパネル, と同等の権限を持つ建築要素.
トレッドプレートを製品カテゴリーとして定義する特徴的な隆起パターンは、同時に作業者の安全のための滑り止めも提供します。, 構造効率を高める表面剛性, 工業品質と耐久性に世界的に関連するビジュアルアイデンティティ.
T6 トレッドプレートを製造する製造プロセス - DC 鋳造スラブからパターンエンボス加工を施した熱間圧延まで, 溶体化熱処理, 焼き入れ, および人工老化 - 物理的冶金の高度な統合を表します, 熱機械加工, そして精密な品質管理.
このプロセスの各段階は、厳密に指定された基準によって管理されます (ASTM B632, ASTM B209, AMS 2770, で 1386) 納入された製品が、構造エンジニアが設計時に依存する機械的および寸法的特性を確実に満たすことを保証します。.
持続可能性の事例 6061 T6 アルミニウム トレッド プレートは微妙だが最終的には好ましい.
一次アルミニウムの生産には多大なエネルギーと炭素集約度が伴いますが、, アルミニウムの優れたリサイクル性 (と 95% エネルギー節約 vs. 一次生産), 耐食用途での長寿命, 輸送用途での軽量化が組み合わさって、多くの使用例で鋼代替品と同等またはそれを上回るライフサイクル環境パフォーマンスを生み出します。.
低炭素の利用可能性の拡大, ASI 認定アルミニウムにより、トレッドプレート製品の持続可能性プロファイルがさらに向上.





中国市場における主要なアルミサークルメーカーの一つとして, 当社のアルミニウムサークルは最高の原材料と機械で作られています, 主な製品には以下が含まれます 1000 シリーズ, 3000 シリーズ, 5000 シリーズと 8000 シリーズ, 以上の出力で 5000 トン/月

5454 アルミニウムの円は、次のすべての特性を備えています。 5454 アルミニウム合金であり、缶のシールによく使用されます。, 焦げ付き防止の鍋底, どうろひょうしき, ランプシェード, 等.
河南華為アルミニウム有限公司, 株式会社, 中国河南省最大のアルミニウムサプライヤーのひとつ,私たちは2001年に設立され、輸出入と高品質のアルミニウム製品の豊富な経験があります
月~土, 8午前 – 午後 5 時
日曜日: 閉まっている
© 著作権© 2023 河南華為アルミニウム有限公司, 株式会社




最新のコメント
アルミニウム 5754 H111 หนา 8 mm กว้าง x ยาว : 4 バツ 6 足
こんにちは、とてもよかったです。イランから電話しています。12 ミクロンの金箔、幅 61 cm、月に約 35,000 メートル必要です。
営業チーム各位, 元気でいることを願っています. 私たちは貴社からアルミニウム製品を調達したいと考えており、以下の最良の見積りをいただければ幸いです。: Aluminum Sheets Thickness: 2 mm, 3 mm, 4 mm, そして 5 mm Please provide your available standard sheet sizes. シートあたりの価格とメートルトンあたりの価格をお知らせください。. Aluminum Coils Thickness: 2 mm, 3 mm, 4 mm, そして 5 mm Please provide your available coil widths, 標準コイル重量, 内径仕様. メートルトンあたりの価格をお知らせください. シート・コイル兼用, 含めてください: 利用可能な合金 (例えば. 1050, 3003, 5052) Temper options Mill finish or other available surface finishes Minimum Order Quantity (MOQ) Production lead time Payment terms Please provide your quotation based on: CIF ジェベル アリ ポート, アラブ首長国連邦 (海上輸送を含む), または、FOB 中国と CIF ジェベル アリ ポートの両方を提供します, アラブ首長国連邦の価格. 利用可能な場合, も送ってください: Product catalogue Mill Test Certificate (MTC) sample Photos of the products and packaging. 私たちは長期的なビジネス関係を築くことに興味があります. 当初の購入数量は次のようになります。 100+ メートルトン, 価格設定が適切であれば、より大規模で定期的な注文が発生する可能性があります, 品質, とサービスは私たちの要件を満たしています. お時間をいただきありがとうございました. 私たちはあなたの見積もりをお待ちしており、長期的なパートナーシップを築くことを願っています。. よろしくお願いします, エンジニア ユセフ
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、そのような製品があるようでしたらその重量、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、価格をおしえていただけますか