Zistite prečo 6061 T6 hliníková nášľapná doska dodáva 310 Pevnosť v ťahu MPa, vynikajúca odolnosť proti korózii, a spoľahlivú ochranu proti pošmyknutiu. Preskúmajte mechanické vlastnosti, Špecifikácie ASTM B632, usmernenie konštrukčného návrhu, a osvedčené postupy výroby – to všetko v jednej autoritatívnej referencii.




6061 Hliníková nášľapná doska T6 predstavuje jeden z najrozšírenejších a najuniverzálnejších konštrukčných hliníkových produktov v celosvetovom priemyselnom využití.
Kombinácia 6061 chemická chémia precipitačného vytvrdzovania horčíka a kremíka zliatiny so špičkovou tvrdosťou T6 poskytuje materiál s výnimočným pomerom pevnosti k hmotnosti, spoľahlivá odolnosť proti korózii, a široká výrobná kompatibilita – všetko vyjadrené prostredníctvom výrazného povrchu so zvýšeným vzorom, ktorý definuje behúň ako kategóriu produktov.
Tento článok poskytuje komplexné, multiperspektívne vyšetrenie 6061 Hliníková nášľapná doska T6, preklenutie jeho hutníckych základov, veda o tepelnom spracovaní, vzorový dizajn, mechanické a fyzikálne vlastnosti, výrobný proces, rozmerové normy, priemyselné aplikácie, ochrana proti korózii, konštrukčné projektovanie, výrobné postupy, zabezpečenie kvality, komparatívna analýza, environmentálnej udržateľnosti, dynamiku trhu, a budúce inovačné trajektórie.
Zameranie na statikov, výrobných inžinierov, profesionáli, materiálových vedcov, a výrobcovia, tento odkaz syntetizuje dôslednú technickú hĺbku s praktickým pohľadom na priemysel naprieč približne 12,000 slová.
Ten 6hliníkové zliatiny série xxx sa vyznačuje horčíkom (Mg) a kremík (A) ako hlavné legujúce prvky.
Tieto dva prvky sa spájajú počas tepelného spracovania a vytvárajú intermetalickú zlúčeninu Mg2Si (silicíd horčíka), ktorý slúži ako primárny spevňujúci precipitát v zliatinách 6xxx.
Séria 6xxx zaujíma jedinečnú pozíciu v krajine hliníkových zliatin: ponúka tepelne spracovateľné úrovne pevnosti výrazne nad tepelne neupraviteľnými sériami 3xxx a 5xxx, v kombinácii so zvárateľnosťou, odpor, a všestrannosť výroby lepšia ako u 2xxx s vyššou pevnosťou (na báze medi) a 7xxx (na báze zinku) zliatiny série.
Medzi zliatinami série 6xxx, 6061 je zďaleka najviac vyrábaný a používaný na celom svete – pozíciu, ktorú si drží už desaťročia na základe svojej dobre vyváženej kombinácie sily, odpor, zvárateľnosť, a opracovateľnosť.
Prvýkrát vyvinutý v 30. rokoch 20. storočia pod označením 61S, zostáva referenčnou zliatinou, voči ktorej sa často hodnotia novšie zliatiny 6xxx.
Huawei 6061 Hliníkový behúň T6
Chemické zloženie 6061 hliník je definovaný medzinárodnými normami vrátane ASTM B209 (Spojené štáty americké), V 573-3 (Európe), a GB/T 3880 (Čína).
Menovité zloženie a prípustné rozsahy sú:
| Prvok | Rozsah zloženia (%) | Primárna funkcia |
| Hliník (Al) | Zvyšok (≥95,8) | Primárna matica |
| Horčík (Mg) | 0.80 - 1.20 | Tvorí zrazeninu Mg2Si; primárny posilňovač |
| Kremík (A) | 0.40 - 0.80 | Tvorí zrazeninu Mg2Si; posilňovač |
| Meď (Cu) | 0.15 - 0.40 | Pevné spevnenie roztoku; zvyšuje riziko SCC |
| Chróm (Cr) | 0.04 - 0.35 | Inhibícia rastu zrna; odpor |
| Žehlička (FE) | ≤ 0.70 | Nečistota; kontrolované na obmedzenie hrubých intermetalických látok |
| Mangán (Mn) | ≤ 0.15 | Strop nečistôt; kontrola zrna |
| Zinok (Zn) | ≤ 0.25 | Strop nečistôt |
| Titán (Z) | ≤ 0.15 | Zjemnenie zrna počas odlievania |
| Ďalší (každý) | ≤ 0.05 | Kontrola nečistôt |
| Ďalší (súčet) | ≤ 0.15 | Celkový strop nečistôt |
Horčík a kremík (Systém Mg₂Si): V tomto prípade bol Mg:Ak je systém v 6061 je približne 1.73:1 váha, blízko stechiometrickému pomeru Mg2Si (1.73:1).
Táto rovnováha zaisťuje maximálne zrážanie Mg₂Si počas starnutia, poskytuje primárny posilňovací mechanizmus.
Nadbytok kremíka nad stechiometriou Mg2Si prispieva k ďalšiemu spevneniu pevného roztoku a precipitácii z elementárnych Si častíc.
Meď: 0,15 – 0,40 %, meď poskytuje dodatočné spevnenie tuhého roztoku a prispieva k vytvrdzovaniu zrážaním prostredníctvom tvorby CuAl₂ (θ fáza) vyzráža počas starnutia.
Však, meď tiež zvyšuje náchylnosť na medzikryštalickú koróziu a, pri vyšších koncentráciách, stresové korózne praskanie.
Relatívne nízky obsah medi 6061 predstavuje zámernú rovnováhu medzi zvýšením pevnosti a koróznym výkonom.
Chróm: Prídavky chrómu v množstve 0,04 až 0,35 % slúžia dvom účelom: inhibícia rekryštalizácie počas spracovania za tepla (udržiavanie jemnejšieho, silnejšia štruktúra zŕn) a prispievanie k všeobecnej odolnosti proti korózii modifikáciou elektrochemického správania povrchu zliatiny.
Dispergátory obsahujúce chróm (Al₇Cr a súvisiace fázy) sú účinnými prekážkami migrácie po hraniciach zŕn.
Žehlička: Železo je v ňom nečistota 6061, kontrolované na ≤ 0,70 %. Železo tvorí hrubé Al₃Fe a Al₆(FeMn) intermetalické fázy, ktoré znižujú ťažnosť a húževnatosť.
Prísnejšie ovládanie železa — nižšie 0.40% — je určený pre materiály leteckého priemyslu, kde sú kritické húževnatosť a únavový výkon.
| Majetok | 6061 | 5052 | 3003 | 6063 | 7075 |
| Pevnosť v ťahu (T6, MPA) | 310 | 228 | 130 | 241 | 572 |
| Výnosová sila (T6, MPA) | 276 | 193 | 115 | 214 | 503 |
| Odpor | Dobrý | Vynikajúci | Vynikajúci | Dobrý | Mierny |
| Zvárateľnosť | Dobrý | Vynikajúci | Vynikajúci | Dobrý | Úbohý |
| Machináovateľnosť | Dobrý | Spravodlivé | Spravodlivé | Spravodlivé | Dobrý |
| Tepelne spracovateľný | Áno | Nie | Nie | Áno | Áno |
| Relatívne náklady | Mierny | Nízka – Stredná | Nízky | Mierny | Vysoký |
| Použitie behúňovej dosky | Primárna štrukturálna | Námorné/vonkajšie | Ľahká povinnosť | Dekoratívne | Iba letectvo |
6061Pozícia dominantnej zliatiny behúňovej dosky odráža jej jedinečnú kombináciu skutočnej štrukturálnej pevnosti (schopné uniesť značné živé a vlastné zaťaženie), prijateľná odolnosť proti korózii pre väčšinu prevádzkových prostredí, a všestrannosť výroby, ktorá umožňuje rezanie, ohýbanie, zváranie, a obrábanie štandardnými dielenskými metódami.
6061 T6 hliníkový behúň s rôznymi vzormi
Označenia tvrdosti hliníkových zliatin sú definované normou ANSI H35.1 (Spojené štáty americké) a ekvivalentná ISO 2107 štandardná.
Označenie teploty informuje o histórii tepelného a mechanického spracovania materiálu po odlievaní alebo spracovaní za tepla.
Pre tepelne spracovateľné zliatiny ako napr 6061, tempery série T označujú špecifické postupné tepelné spracovanie a starnutie.
Teplota T6 špecificky označuje: tepelne spracované rozpúšťadlom a potom umelo starnúť – to znamená, že zliatina bola úplne tepelne ošetrená rozpúšťadlom pri zvýšenej teplote, rýchlo uhasený, a potom umelo starnúť pri strednej teplote na maximálnu pevnosť.
Roztokové tepelné spracovanie (SHT): Prvá fáza spracovania T6 zahŕňa zahrievanie 6061 materiálu na teplotu 529°C ± 6°C (typicky 520 – 535 °C) a udržiavanie dostatočne dlho na rozpustenie Mg2Si a iných rozpustných fáz na pevný roztok v hliníkovej matrici.
Doba držania závisí od hrúbky rezu: zvyčajne 30 minút na tenký plech, 1– 4 hodiny pre hrubý plech. Cieľom je presýtený tuhý roztok Mg a Si v hliníku – termodynamicky nestabilný stav, ktorý je predpokladom následného precipitačného vytvrdzovania..
Rovnomernosť teploty je kritická; AMS 2770 (špecifikácia leteckého tepelného spracovania) vyžaduje rovnomernosť teploty ±6°C počas celej záťaže. Pre komerčné behúňové dosky, Typicky sa uvádza ±8°C.
Kalenie: Ihneď po dokončení SHT, materiál musí byť rýchlo ochladený na izbovú teplotu, aby sa potlačilo zrážanie Mg2Si počas chladenia, konzervovanie presýteného tuhého roztoku.
Kalenie studenou vodou (ponorením do vody s teplotou alebo pod 40 °C) je najefektívnejšia metóda, dosiahnutie rýchlosti chladenia niekoľko stoviek stupňov Celzia za sekundu na povrchu.
Nútené zhášanie vzduchu sa používa tam, kde je kritická kontrola skreslenia, akceptuje mierne nižšie špičkové vlastnosti.
Teplota, pri ktorej materiál vystupuje z kalenia, musí byť nižšia ako 70 °C, aby sa zabezpečilo úplné potlačenie zrážania počas chladenia.
Znížte citlivosť — náchylnosť na stratu sily v dôsledku pomalého ochladzovania — je mierna 6061 v porovnaní so zliatinami s vyšším obsahom medi, vďaka čomu je relatívne tolerantný voči zmenám rýchlosti zhášania naprieč hrubými časťami.
Napriek tomu, hrubá nášľapná doska (vyššie 6 mm základného kovu) môže vykazovať gradienty vlastností povrchu k jadru v dôsledku rozdielnych rýchlostí zhášania.
Umelé starnutie: Po ochladení, presýtený tuhý roztok sa nechá starnúť pri 177 °C ± 6 °C (typický rozsah 170-180°C) na 8-12 hodín. Počas starnutia, Mg₂Si precipituje jadro a rastie cez sekvenciu metastabilných prekurzorových fáz: Zóny všeobecného lekára → β” (ihlovité koherentné precipitáty) → b' (tyčovitý polosúdržný) → b (Mg2Si, nesúvislý).
Špičková sila (Stav T6) zodpovedá prevahe β“ a jemných β‘ precipitátov, ktoré sú maximálne koherentné s hliníkovou matricou a poskytujú najväčšiu odolnosť proti pohybu dislokácie.
Postupnosť zrážania a výsledné vlastnosti sú kriticky citlivé na čas starnutia a teplotu. Nedostatočné starnutie (nedostatočný čas alebo teplota) zanecháva zliatinu v stave T4 – čiastočne zostarnutá, s nižšou pevnosťou.
Nadmerné starnutie za vrcholom T6 znižuje pevnosť, pretože zrazeniny hrubnú a strácajú koherenciu, prechod na T7 (prestarnutý) miernosť.
Výrobná kontrola parametrov starnutia v rozmedzí ±5 °C a ±30 minút je nevyhnutná pre konzistentné dosiahnutie vlastnosti T6.
Kontrast medzi žíhanými (O) a T6 6061 hliník ilustruje pozoruhodnú silu precipitačného vytvrdzovania:
| Majetok | 6061-O (Žíhaný) | 6061-T6 | Faktor zlepšenia |
| Konečná pevnosť v ťahu (MPA) | 124 | 310 | 2.5× |
| Výnosová sila (MPA) | 55 | 276 | 5.0× |
| Brinell tvrdosť (HB) | 30 | 95 | 3.2× |
| Predĺženie pri pretrhnutí (%) | 25 | 12 | 0.5× (znížená) |
| Únava (MPA) | ~62 | ~97 | 1.6× |
Päťnásobné zvýšenie medze klzu z O na T6 prichádza za cenu zníženia ťažnosti (predĺženie polovičné) a trochu znížená lomová húževnatosť.
Pre aplikácie behúňovej dosky – kde primárnou požiadavkou je pevnosť a tuhosť na prenášanie zaťaženia, namiesto tvarovateľnosti za studena – tento kompromis je úplne vhodný.
| Miernosť | Spracovanie | UTS (MPA) | YS (MPA) | Predĺženie (%) | Primárne použitie |
| O | Žíhaný | 124 | 55 | 25 | Tvarovanie za studena, ohýbanie |
| T4 | SHT + prirodzený vek | 241 | 145 | 22 | Stredná sila, vytvorený |
| T6 | SHT + umelý vek | 310 | 276 | 12 | Štrukturálne, zaťaženie |
| T651 | T6 + odbúranie stresu | 310 | 276 | 12 | Tanier; zlepšená rovinnosť |
| T6511 | Extrudované, SHT + veku + drobné práce za studena | 290 | 255 | 8 | Extrúzie |
Označenie T651 – T6 s odľahčením napínania – je bežne špecifikované pre aplikácie s hrubými plechmi, kde je dôležitá rozmerová stabilita počas obrábania, keďže operácia naťahovania znižuje zvyškové napätia spôsobené kalením.
Pre nášľapnú dosku, ktorý sa zvyčajne vyrába v meradlách, kde je zvyškové napätie menej kritické, štandard T6 je dominantná špecifikácia.
Hliníkový behúň pre pickupy
Definujúca charakteristika behúňovej dosky – tiež známa ako žebrová doska, diamantová platňa, alebo durbar plate — je vyvýšený vzor na jednom alebo oboch povrchoch plechu alebo plechu.
Tento vzor slúži viacerým simultánnym funkciám: poskytuje protišmykovú úpravu pre personál kráčajúci po povrchu; dodáva povrchovú tuhosť (moment zotrvačnosti) na dosku bez pridania naplocho valcovanej hmotnosti; poskytuje vizuálne osobitú estetiku, ktorá je široko spojená s priemyselnou kvalitou; a slúži ako oterový povrch, ktorý chráni základný kov pred priamym kontaktom a oderom.
Vzor sa vytvára počas valcovania za tepla prechodom hliníkového pásu cez valce, v ktorých jeden valec má na svojom povrchu opracovanú inverznú stranu požadovaného vzoru. Keď horúci hliník prechádza cez medzeru medzi valcami, vzor je vyrazený do mäkkého kovového povrchu s vysokou vernosťou.
Jednotaktový vzor: Jediné zvýšené rebro prebiehajúce rovnobežne so smerom valcovania. Zriedkavo používaný v konštrukčných aplikáciách; príležitostne používané v dekoratívnych kontextoch alebo tam, kde sa špecificky vyžaduje jednosmerná protišmyková odolnosť.
Dvojtaktný vzor: Dve paralelné rebrá v miernom uhle k smeru valcovania. Poskytuje lepšiu odolnosť proti pošmyknutiu v priečnom smere v porovnaní s jednotyčovým vzorom. Používa sa na niektorých európskych a ázijských trhoch.
Trojbar (Tribar) Vzor: Tri paralelné rebrá v uhle približne 30–45 stupňov k smeru valcovania, usporiadané v opakujúcej sa diagonálnej sekvencii. Bežné na európskych trhoch a určitých námorných aplikáciách. Poskytuje dobrú viacsmernú odolnosť proti pošmyknutiu.
Päť-bar (Diamant/Dáma) Vzor: Celosvetovo najpoužívanejší dezén behúňovej dosky, najmä na severoamerických trhoch. Pozostáva z piatich predĺžených vyvýšených rebier usporiadaných v charakteristickom vyžarovanom vzore zo stredu, vytvorenie diamantu podobného opakujúceho sa motívu na povrchu dosky. Päťtyčkový vzor poskytuje vynikajúcu viacsmernú odolnosť proti pošmyknutiu, vysoká estetická príťažlivosť, a je štandardným vzorom pre väčšinu dopravy, výstavba, a priemyselné aplikácie.
Šošovica (Okrúhla bodka) Vzor: Vzor vyvýšených pologuľovitých alebo šošovkovitých výbežkov usporiadaných do pravidelnej mriežky. Bežné na niektorých európskych trhoch a v špeciálnych aplikáciách. Poskytuje všesmerovú odolnosť proti pošmyknutiu.
Vlastné a vlastné vzory: Niektorí výrobcovia vyrábajú vlastné vzory vzorov optimalizované pre špecifické výkonnostné kritériá – maximálny protišmykový výkon, minimálne pridanie hmotnosti vzoru, alebo výrazná estetická identita. Tieto sú zvyčajne drahšie kvôli špecializovaným valcovacím nástrojom.
Rozmerové charakteristiky vzorov behúňových dosiek sú špecifikované v ASTM B632 (pre hliníkové behúňové dosky na severoamerických trhoch) a EN 1386 (európsky štandard).
Medzi kľúčové geometrické parametre patrí:
ASTM B632 špecifikuje tolerancie výšky vzoru ±0,25 mm pre štandardné vzory a vyžaduje, aby všetky špecifikované rozmery vzoru boli dodržané v rámci tolerančného pásma.
Protišmykovosť povrchov nášľapných dosiek je charakterizovaná koeficientom trenia (COF) medzi povrchom dosky a referenčným materiálom chodidla alebo podrážky topánky.
ASTM D2047 a ASTM F609 s odkazom na OSHA poskytujú testovacie metódy na meranie odolnosti proti sklzu. Suchý COF pre 6061 T6 päťtyčová behúňová doska zvyčajne presahuje 0.6 (proti štandardným koženým a gumeným materiálom podrážky) — výrazne nad všeobecným prahom odvetvia OSHA 0.5 pre pochôdzne povrchy na pracovisku.
Mokrý COF je podstatne nižší – zvyčajne 0,3 – 0,5 – čo odráža lubrikačný účinok vody na hladké kovové povrchy medzi vyvýšenými rebrami.
Protišmykový výkon nášľapnej dosky je vylepšený o:
Nasledujúce mechanické vlastnosti sú charakteristické pre hliník 6061-T6 vo forme plechu a dosky podľa ASTM B209 a ASTM B632:
| Majetok | Hodnota | Testovací štandard |
| Konečná pevnosť v ťahu (UTS) | 310 MPA (45 ksi) | ASTM E8 |
| Výnosová sila (0.2% offset) | 276 MPA (40 ksi) | ASTM E8 |
| Predĺženie pri pretrhnutí (50 meradlo mm) | 8–12 % | ASTM E8 |
| Brinell tvrdosť | 95 HB | ASTM E10 |
| Tvrdosť podľa Rockwella | 60 HRB | ASTM E18 |
| Strih | 207 MPA (30 ksi) | - |
| Nosnosť (konečný) | 607 MPA (88 ksi) | - |
| Nosnosť (výnos) | 386 MPA (56 ksi) | - |
| Únava (5× 10⁸ cyklov) | ~97 MPa (14 ksi) | ASTM E466 |
| Modul elasticity (E) | 68.9 GPA (10,000 ksi) | - |
| Šmykový modul (G) | 26.0 GPA (3,770 ksi) | - |
| Poissonov pomer | 0.33 | - |
Je potrebné poznamenať, že vzor v nášľapnej doske vytvára lokálne koncentrácie napätia v základni rebier počas ohybu a únavového zaťaženia..
Konštrukčné výpočty by mali používať hrúbku základného kovu (nie celková výška vzoru) pre výpočty vlastností sekcie, a návrh únavy by mal zahŕňať vhodné faktory koncentrácie napätia.
| Majetok | Hodnota |
| Hustota | 2.70 g/cm³ (0.0975 lb/in³) |
| Tepelná vodivosť | 167 W/m · k |
| Elektrická vodivosť | 43% IACS |
| Koeficient tepelnej rozťažnosti | 23.6 um/m°C (13.1 µin/in·°F) |
| Špecifická tepelná kapacita | 896 J/kg·K |
| Roztavenie | 582–652 °C (1,080–1 205 °F) |
| Anodizačná odozva | Vynikajúci |
Hustota 6061-T6 at 2.70 g/cm³ je približne jedna tretina v porovnaní s oceľou (7.85 g/cm³). Tento zásadný rozdiel vo vlastnostiach je základom pre úsporu hmotnosti, vďaka ktorej je hliníkový behúň výhodnejší ako oceľ v aplikáciách citlivých na hmotnosť, ako je preprava., mobilné zariadenia, a letecká pozemná podpora.
6061-T6 vykazuje dobrú až strednú odolnosť proti korózii pre hliníkovú zliatinu. Prírodný oxid hlinitý (Al₂o₃) vrstva, ktorá sa spontánne vytvorí na povrchu zliatiny, poskytuje významnú ochranu proti korózii v atmosfére, sladkovodné, a mierne chemické prostredie.
Však, niekoľko koróznych mechanizmov je relevantných pre behúň 6061-T6 v prevádzke:
Všeobecná atmosférická korózia: 6061-T6 funguje dobre vo vidieckych a vo väčšine mestských atmosférických prostrediach, vyvíja iba povrchovú povrchovú oxidáciu (kozmetické jamkovanie) počas dlhších expozičných období bez výraznej štrukturálnej degradácie.
Morské prostredie: Chloridové ióny v pobrežnom a morskom prostredí môžu rozložiť pasívnu oxidovú vrstvu, iniciovanie bodovej korózie. 6061-T6 je menej odolná ako zliatiny série 5xxx (ako 5052 alebo 5083) v morskom prostredí, predovšetkým kvôli obsahu medi. Pre agresívne námorné aplikácie, Anodizujúci, maľovanie, alebo náhrada zliatiny (do 5052 alebo 5086) treba zvážiť.
Medzikryštalická korózia: Hranice zŕn s obsahom medi 6061-T6 sú náchylné na medzikryštalickú koróziu v agresívnom chloridovom prostredí. To môže viesť k exfoliácii (delaminácia povrchových vrstiev) v ťažkých prípadoch.
Korózne praskanie pod napätím (SCC): 6061-T6 vykazuje miernu odolnosť voči SCC. Zliatina je podstatne odolnejšia voči SCC ako zliatiny série 2xxx s vysokým obsahom medi alebo zliatiny série s vysokým obsahom zinku 7xxx, ale menej odolný ako bez medi 5xxx resp 6063 zliatiny. SCC zvyčajne nepredstavuje problém z hľadiska dizajnu pre aplikácie behúňovej dosky, pokiaľ sa trvalé ťahové napätia nezhodujú s agresívnym chemickým vystavením.
Galvanická korózia: Keď je 6061-T6 v elektrickom kontakte s ušľachtilejšími kovmi (meď, nehrdzavejúca oceľ, uhlíkovej ocele) v prítomnosti elektrolytu, môže dôjsť ku galvanickej korózii hliníka. Izolačné materiály (plastové podložky, tesniace bariéry) by sa mali používať na odlišných kovových kontaktných miestach.
Machináovateľnosť: 6061-T6 je hodnotená ako dobrá zliatina na obrábanie. Tvrdá povaha T6 produkuje krátke, zlomené triesky, ktoré uľahčujú obrábanie, a zliatinu je možné obrábať pri vysokých rýchlostiach s vynikajúcou povrchovou úpravou pomocou nástrojov z tvrdokovu. Obrobiteľnosť je hodnotená približne 50% vo vzťahu k voľne obrobiteľnej zliatine 2011-T3 (hodnotené 100%).
Zvárateľnosť: 6061-T6 je možné zvárať metódou MIG (GMAW) a TIG (GTAW) procesy, ale zváranie predstavuje kritickú vlastnosť: teplo zvárania lokálne znovu rozpúšťa a/alebo starne mikroštruktúru T6 v tepelne ovplyvnenej zóne (HAZ), zníženie pevnosti na približne T4 alebo úroveň žíhania v rámci približne 25–50 mm od stredovej čiary zvaru. Toto zníženie pevnosti HAZ musí byť zohľadnené v konštrukčnom návrhu — Aluminium Design Manual (ADM) špecifikuje znížené dovolené napätia v oblastiach HAZ.
Formovateľnosť: V povahe T6, 6061 má obmedzenú tvárnosť za studena. Pri ohýbaní s malými polomermi hrozí prasknutie na vonkajšom povrchu ohybu. Minimálne polomery ohybu pre materiál T6 sa pohybujú od 2t (dvojnásobná hrúbka materiálu) pre tenké rozchody do 4t a viac pre hrubšie rozchody. Tam, kde je potrebné výrazné tvarovanie, práca v T4 alebo žíhanom stave, po ktorej nasleduje opätovné tepelné spracovanie na T6, je preferovaný prístup.
Použitý panel nástrojov 6061 Hliníkový behúň T6
Výroba 6061 Nášľapná doska T6 začína prípravou zliatiny v primárnej alebo sekundárnej huti hliníka. Vysoko čistý hliník (zvyčajne 99.7% Al) sa roztaví a naplní presnými prídavkami horčíka, kremík, meď, a predzliatiny chrómu na dosiahnutie cieľa 6061 zloženie.
Titán-bór na rafináciu zrna (Ti-B) predzliatina sa pridáva do taveniny bezprostredne pred odlievaním, aby sa podporila jemnosť, rovnoosová štruktúra zŕn v stuhnutej doske.
Veľké valivé dosky (zvyčajne s hrúbkou 400-600 mm, 1,000- šírka 2000 mm, a 4 000 – 8 000 mm dlhé) sa vyrábajú priamym chladením (Dc) polokontinuálne liatie, pri ktorej sa tavenina hliníka naleje do vodou chladenej formy, z ktorej sa kontinuálne odoberá tuhnúca doska.
Odliate dosky sa potom homogenizujú pri približne 560 – 580 °C počas 4 – 12 hodín, aby sa rozpustili rozpustné fázy, eliminovať gradienty kompozície z tuhnutia, a sféroidizujú intermetalické častice. Homogenizácia je nevyhnutná pre konzistentné správanie pri valcovaní za tepla a vlastnosti konečného produktu.
Pred valcovaním za tepla, povrchy dosiek sú skalpované (lícne frézované) na odstránenie segregovanej vonkajšej vrstvy vytvorenej počas tuhnutia, zabezpečenie povrchových defektov, inklúzia, a chemické variácie sa neprenášajú do konečného produktu.
Homogenizované dosky sa predhrievajú v tlačných alebo krokových peciach na 450–520 °C a valcujú sa za tepla na reverzných alebo tandemových horúcich mlynoch.
Postupné znižovanie hrúbky sa aplikuje vo viacerých prechodoch, v prípade potreby s medziohrevom, kým pás nedosiahne cieľovú prenosovú hrúbku (typicky 4–15 mm v závislosti od požiadaviek na konečný rozmer).
Kritický a jedinečný krok pri výrobe behúňovej dosky nastáva v jednom z finálnych prechodov valcovania za tepla: pás prechádza cez valcovaciu stolicu, v ktorej je jeden valec (zvyčajne spodný pracovný valec) nesie negatív (inverzný) vzoru behúňovej dosky opracovaného do jej povrchu.
Ako horúci pás prechádza cez túto valcovaciu medzeru, mäkký hliník je vtlačený do dutín vzoru, verne reprodukuje geometriu vzoru na povrchu dosky.
Dizajn rolovania vzoru – vrátane uhla rebra, výška, ihrisko, a uhly úkosu – je kritická inžinierska disciplína, ktorá určuje kvalitu produktu a životnosť valca.
Vzorovacie valce sú vyrábané z vysokochrómových alebo rýchlorezných nástrojových ocelí, presne opracované a brúsené s presnými toleranciami.
Kontrola meradla počas valcovania behúňovej dosky za tepla si vyžaduje osobitnú pozornosť, pretože vzorový valec vyvíja premenlivý tlak po celej šírke valca, zavádzanie zložitosti do automatizovaného riadenia meradiel (AGC) odozva systému.
Moderné horúce frézy využívajú doprednú a spätnú väzbu AGC na udržanie hrúbky základného kovu v rámci špecifikácií bez ohľadu na silu razenia vzoru.
Po valcovaní za tepla (a, v prípade potreby, valcovanie za studena na konečný rozmer), platňa musí byť tepelne ošetrená roztokom, aby sa dosiahli vlastnosti T6. Pre nášľapnú dosku, SHT sa vykonáva v jednej z dvoch konfigurácií:
Priebežná pec (valčekové ohnisko): Doska prechádza dlhou tunelovou pecou na dopravníkových valcoch kontrolovanou rýchlosťou, dosiahnutie cieľovej teploty a času namáčania. Kontinuálne pece poskytujú vysoký výkon a vynikajúcu rovnomernosť teploty pre tenkorozmerný materiál, ale vyžadujú starostlivé profilovanie rýchlosti a teploty pre hrubšie dosky, aby sa zabezpečilo premáčanie v celej hrúbke.
Dávková pec (cirkulácia vzduchu): Dosky sú naukladané na podnosy pecného vozidla a spracovávané v dávkovom režime. Dávkové spracovanie umožňuje dlhší čas namáčania pre hrubé plechy a poskytuje väčšiu flexibilitu pre neštandardné veľkosti, ale vyžaduje starostlivé stohovanie a rozmiestnenie pre rovnomernosť teploty.
Po SHT, platne sa ochladzujú ponorením do vodnej chladiacej nádrže alebo ponorením do vody. Uhasenie musí byť iniciované v rámci 15 sekundách výstupu dosky z pece (podľa AMS 2770 požiadavky) aby sa minimalizovalo zrážanie hrubého Mg₂Si počas prenosu, čo by znehodnotilo konečné vlastnosti.
Ochladené platne sa prenesú do pecí na starnutie pracujúcich pri 177 °C ± 6 °C. Platne nechajú starnúť 8-12 hodín pri teplote.
Rovnomernosť teploty starnúcej pece sa overuje pomocou termočlánkových prieskumov podľa AMS 2770 pred kvalifikáciou pece na starnutie T6. Po starnutí, platne sa ochladia vzduchom na teplotu miestnosti.
Kombinovaný SHT + cyklus starnutia nášľapnej dosky T6 je významnou kapitálovou a energetickou investíciou.
Moderné zariadenia dosahujú značnú energetickú účinnosť prostredníctvom systémov rekuperácie tepla pecí, optimalizované postupy nakladania, a prediktívne riadenie procesu, ktoré minimalizuje opätovné spracovanie kvôli vlastnostiam mimo špecifikácie.
Kalenie spôsobuje zvyškové napätie a deformáciu hliníkovej dosky v dôsledku rozdielnej tepelnej kontrakcie. Po starnutí, dosky sa vyrovnávajú napätím alebo valcovaním, aby sa napravila rovinnosť.
Vyrovnávanie napätia - prechod dosky cez čeľuste nosidiel pod kontrolovaným ťahovým zaťažením - je obzvlášť účinné na odstránenie zakrivenia bez poškodenia vzoru.
Tolerancia rovinnosti nášľapnej dosky je špecifikovaná v ASTM B632.
Dosky sú rezané na hotové rozmery kotúčovou pílou, strih, alebo rezanie plazmou, v závislosti od hrúbky a požadovanej kvality hrán.
Odihlovanie hrán odstraňuje ostré otrepy, ktoré by mohli spôsobiť zranenie alebo problémy s montážou počas inštalácie.
Možnosti povrchovej úpravy — eloxovanie, maľovanie, alebo práškové lakovanie – aplikujú sa po dokončení všetkého mechanického spracovania, pretože tieto úpravy poskytujú konečnú koróznu a estetickú ochranu počas životnosti produktu.
Požiadavky na rozmery a vlastnosti pre 6061 Hliníková nášľapná doska T6 sa riadi podľa:
| Norma | Vydávajúci orgán | Rozsah |
| ASTM B632 | ASTM International | Valcovaný behúň z hliníkovej zliatiny – primárny severoamerický štandard |
| ASTM B209 | ASTM International | Hliníkové plechy a plechy z hliníkovej zliatiny |
| V 1386 | CEN (Európe) | Hliník a zliatiny hliníka — behúňové dosky |
| GB/T 3880 | SAC (Čína) | Doska z hliníka a zliatiny hliníka, list, a pás |
| AMS 2770 | SAE International | Tepelné spracovanie dielov zo zliatin hliníka |
| AMS-QQ-A-250/11 | SAE International | Hliník 6061 tanier a list |
| Manuál dizajnu hliníka | Združenie hliníka | Konštrukčný dizajn s hliníkovými výrobkami |
ASTM B632 špecifikuje behúňovú dosku v hrúbkach základného kovu od 1.27 mm (0.050 v) do 12.70 mm (0.500 v).
Norma definuje „hrúbku základného kovu“ ako hrúbku plochého kovu pod vzorom – rozmer používaný na štrukturálne výpočty – s výnimkou výšky vzoru.
Štandardné šírky plechov a dosiek sa pohybujú od 600 mm až 2,000 mm, s 1,220 mm (48 v) a 1,524 mm (60 v) šírky najbežnejšie na severoamerických trhoch.
Štandardné dĺžky sú zvyčajne 2,440 mm (96 v) a 3,050 mm (120 v), s vlastnými rozmermi rezu na dĺžku dostupnými v servisných strediskách.
Tolerancie hrúbky podľa ASTM B632 sa líšia podľa nominálnej hrúbky a šírky:
| Rozsah hrúbky základného kovu | Tolerancia hrúbky (±) |
| 1.27 - 3.18 mm | 0.15 - 0.25 mm |
| 3.18 - 6.35 mm | 0.25 - 0.38 mm |
| 6.35 - 12.70 mm | 0.38 - 0.50 mm |
Výška vzoru pre štandardný päťtaktový vzor sa pohybuje od 0.89 mm až 2.03 mm v závislosti od hrúbky základného kovu, s toleranciami ±0,25 mm.
Pre statické výpočty a obstarávanie, hmotnosť na jednotku plochy nášľapnej dosky je kritickým parametrom. Približné hmotnosti pre bežné meradlá:
| Hrúbka základného kovu (mm) | Pribl. Váha (kg/m²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Poznámka: Skutočné hmotnosti zahŕňajú približne 5 – 10 % prídavku pre vzorový zvýšený materiál v porovnaní s ekvivalentnou plochou doskou.
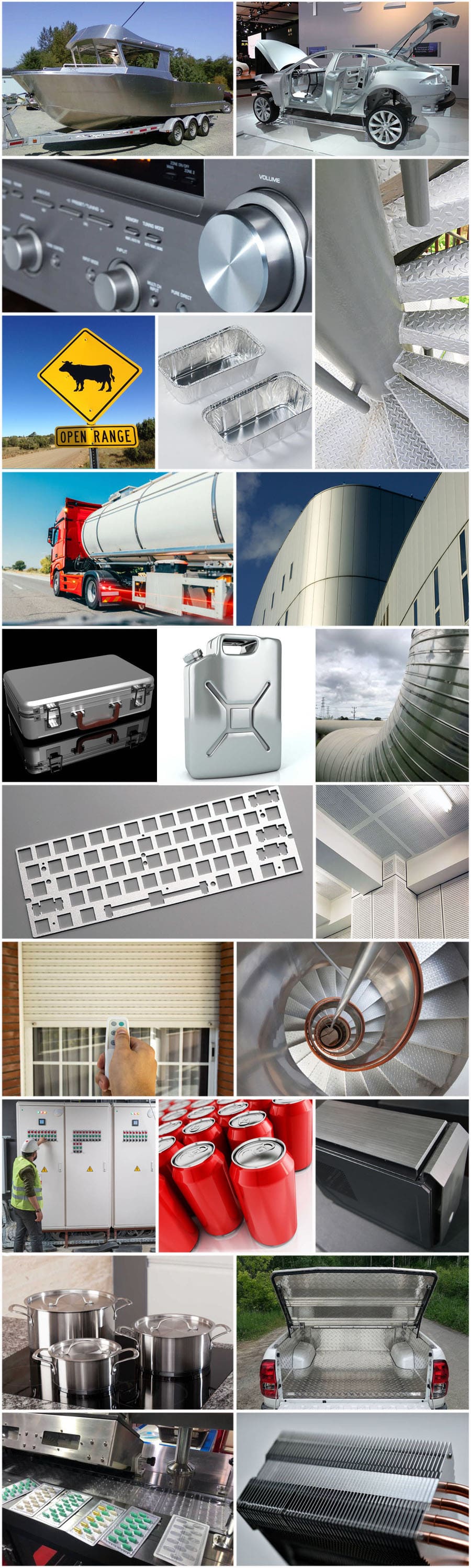
Dopravný sektor je najväčším spotrebiteľom 6061 Celosvetovo hliníkový behúň T6.
Vysoký pomer pevnosti k hmotnosti zliatiny, v kombinácii s odolnosťou proti korózii a protišmykovým povrchom, je ideálny pre aplikácie vo vozidlách, kde sa súčasne vyžaduje nosnosť a bezpečnosť.
Nášľapné dosky a stupačky pre pickupy, SUV, dodávky, a úžitkové vozidlá patria medzi najviditeľnejšie aplikácie orientované na spotrebiteľov.
6061 Nášľapné dosky T6 musia odolať opakovanému dynamickému zaťaženiu pri nastupovaní a vystupovaní cestujúcich z vozidla, v kombinácii s vystavením cestnej soli, vlhkosť, a mechanickým nárazom od úlomkov vozovky. Vysoká medza klzu T6 bráni trvalej deformácii za týchto podmienok.
Podlaha prívesu pre valník, hospodárskych zvierat, a uzavreté nákladné prívesy predstavujú veľkoobjemovú konštrukčnú aplikáciu.
6061 Dezén T6 s hrúbkou základne 3–5 mm poskytuje nosnosť pre zákonnú užitočnú hmotnosť a zároveň udržuje vlastnú hmotnosť prívesu pod maximálnou povolenou celkovou hmotnosťou vozidla (GVWR).
Úspora hmotnosti o 50 – 60 % v porovnaní s ekvivalentnou oceľovou podlahou sa premieta priamo do zvýšenej nosnosti nákladu alebo zlepšenia palivovej účinnosti.
Podlahy autobusov a koľajových vozidiel: Tranzitné vozidlá vyžadujú podlahu, ktorá vydrží roky hustej premávky chodcov, je protišmyková pre bezpečnosť cestujúcich, odolný voči čistiacim chemikáliám, a ľahké pre energetickú účinnosť.
6061 Nášľapná doska T6 spĺňa všetky tieto požiadavky a je špecifikovaná v mestských autobusoch, prímestská železnica, a štandardy obstarávania ľahkých koľajových vozidiel v Severnej Amerike a na medzinárodnej úrovni.
Rampy a vyrovnávacie mostíky: Nakladacie plošiny – používané na preklenutie medzery medzi podlahami skladových dokov a korbami návesov nákladných vozidiel – sú kritickými bezpečnostnými prvkami, ktoré musia uniesť zaťaženie vysokozdvižného vozíka 5 000 – 10 000 kg, pričom sú dostatočne ľahké na manuálne premiestnenie..
6061 Nášľapné dosky T6 ponúkajú výrazné zníženie hmotnosti v porovnaní s oceľovými alternatívami pri zachovaní primeranej konštrukčnej kapacity.
Morské prostredie patrí medzi najnáročnejšie korózne prostredia pre kovové materiály, kombinovanie slanej vody s obsahom chloridov, UV žiarenie, biologické znečistenie, a mechanické namáhanie pôsobenia vĺn a nárazov.
Zatiaľ čo zliatiny radu 5xxx (najmä 5052, 5083, 5086) vo všeobecnosti ponúkajú vynikajúcu odolnosť proti korózii v morskom prostredí, 6061 Nášľapná doska T6 nachádza významné uplatnenie v námorných podmienkach, kde sa vyžaduje jej vyššia pevnosť a kde je ochrana povrchu (eloxovanie alebo lakovanie) sa používa na doplnenie svojej vlastnej odolnosti proti korózii.
Podlahy lodí a podlahy kokpitu: Rekreačné a komerčné vykladanie plavidiel v 6061 T6 behúňová doska poskytuje odolnosť proti pošmyknutiu v mokrých podmienkach, čo je rozhodujúce pre bezpečnosť posádky. Eloxované povrchy chránia pred napadnutím slanou vodou a UV degradáciou.
Uličky, nástupné rampy, a mólové chodníky: Spojenie medzi brehom a loďou a mólo-mólo musí viesť chodcov a zároveň preklenúť rôzne medzery, vyžadujúce tuhosť a pevnosť konštrukcie. 6061 T6 spĺňa tieto požiadavky pri zachovaní ovládateľnej hmotnosti pre manuálne nastavenie.
Nášľapné stupne a mreže na plošine na mori: Pevné pobrežné plošiny a plávajúce výrobné zariadenia vyžadujú protišmykové povrchy na chôdzu v prostrediach, kde kontaminácia uhľovodíkmi a striekanie vĺn vytvára extrémne nebezpečenstvo pošmyknutia. 6061 Nášľapná doska schodiskové stupne T6, s vhodnou povrchovou úpravou, spĺňať príslušné bezpečnostné normy na mori a na mori (OSHA, ABS, DNV).
V stavebnom sektore, 6061 Hliníková nášľapná doska T6 plní funkčné konštrukčné úlohy aj estetické aplikácie, kde sa výrazný povrch nášľapnej dosky cení ako dizajnový prvok.
Priemyselné podlahy a mezanínové palubovky: Skladové medziposchodia, plošiny vybavenia, a továrenské podlahové prekrytia v 6061 Nášľapná doska T6 ponúka rýchlu inštaláciu, dlhá životnosť s minimálnou údržbou, a konštrukčná kapacita primeraná pre väčšinu priemyselných zaťažení (2.5-7,5 kPa, v závislosti od aplikácie).
Schodiskové stupne a hrany: Požiadavky stavebného zákona na bezpečnosť schodov v komerčných a priemyselných priestoroch vedú k širokému používaniu schodiskových komponentov nášľapnej dosky. Vyvýšený vzor poskytuje požadovanú protišmykovosť; pevnosť T6 poskytuje primeranú nosnosť; hliníkový povrch odoláva vonkajším poveternostným vplyvom, ktorým sú vystavené vonkajšie schody.
Interiéry výťahov: Vnútorné podlahy komerčných výťahov sa často vyskytujú 6061 Dezén T6 pre svoju kombináciu odolnosti proti opotrebovaniu, ľahké čistenie, štrukturálnej primeranosti, a estetické odvolanie.
Dekoratívne architektonické obklady: Reflexný kovový vzhľad hliníkovej nášlapnej dosky, najmä v eloxovanom alebo leštenom prevedení, je architektmi čoraz viac špecifikovaný ako dizajnový prvok pre fasády budov, obklad stĺpov, výkrik, a interiérové architektonické prvky v komerčných a verejných budovách.
Kryty stroja a bezpečnostné kryty: Bezpečnostné kryty priemyselných strojov a prístupové panely vyrobené z 6061 Nášľapná doska T6 kombinuje požadovanú tuhosť konštrukcie s nízkou hmotnosťou, čo zjednodušuje manipuláciu počas údržby a znižuje zaťaženie rámov strojov.
Prostredia spracovania potravín: Hliník je skutočne kompatibilný s aplikáciami v kontakte s potravinami – je netoxický, ľahko sa čistí, a v súlade s USDA/FDA. 6061 Chodníky a plošiny T6 v zariadeniach na spracovanie potravín odolávajú prísnym protokolom čistenia a dezinfekcie (čistenie parou, žieravé čistiace prostriedky) potravinárskych prostredí.
Prehliadkové móla a pracovné plošiny: Priemyselné zariadenia vyžadujú zvýšené chodníky pre prístup k procesným zariadeniam, tankov, a komunálne služby. 6061 Dezénové lávky T6 ponúkajú požadovanú konštrukčnú kapacitu, protišmykový povrch, dlhá životnosť, a nízke náklady na údržbu v náročnom chemickom a tepelnom prostredí priemyselných závodov.
Vojenské špecifikácie pre podlahy pozemných vozidiel, vybavenie pozemnej podpory lietadiel, prenosné premosťovacie systémy, a pristávacie plochy pre helikoptéry sa často uvádzajú 6061 Hliníková nášľapná doska T6, uznávajúc svoju kombináciu štrukturálnej výkonnosti, efektívnosť hmotnosti, a odolnosť proti korózii, ktorá je jedinečne vhodná pre požiadavky vojenskej logistiky.
MIL-DTL-32505 a súvisiace obranné špecifikácie upravujú obstarávanie behúňových dosiek na vojenskej úrovni, často vyžadujúce úplnú sledovateľnosť materiálu a certifikáciu treťou stranou.
Ako je uvedené v časti V.3, 6061-T6 poskytuje dobrú odolnosť proti korózii v miernych až stredne ťažkých podmienkach prostredia.
Pre mnohé aplikácie behúňovej dosky – stúpačky nákladných automobilov, skladová podlaha, interiéry výťahov – valcovaný alebo frézovaný povrch poskytuje primeranú ochranu proti korózii počas celej životnosti produktu iba s bežnou údržbou čistenia.
Tam, kde sa očakáva agresívnejšie prostredie – vystavenie pobrežným morom, kontakt odmrazovacej soli na aplikáciách vozidla, vystavenie chemickým zariadeniam – na zabezpečenie primeranej ochrany proti korózii a životnosti je potrebná povrchová úprava.
Eloxovanie je elektrochemický proces, pri ktorom sa hliníkový povrch mení na hustý, tvrdý oxid hlinitý (Al₂o₃) vrstvou prechodom jednosmerného prúdu cez časť ponorenú do elektrolytu (typicky kyselina sírová).
Vrstva anodického oxidu je integrálnou súčasťou hliníkového substrátu – nie povlakom, ktorý sa môže odlupovať alebo odlupovať – a poskytuje výrazne zvýšenú odolnosť proti korózii, povrchová tvrdosť, a kozmetická trvanlivosť.
Typ II (Architektonický) Anodizujúci: Vyrába sa v elektrolyte kyseliny sírovej pri štandardnej prúdovej hustote, vytváranie oxidových vrstiev s hrúbkou 5–25 µm.
Eloxovanie typu II poskytuje dobrú odolnosť proti korózii pre väčšinu architektonických a komerčných aplikácií, vynikajúca farbiteľnosť pre dekoratívne farebné možnosti, a povrchová tvrdosť približne 200–300 Vickers (HV) — výrazne tvrdší ako základný kov (95 HB ≈ 100 HV).
Typ III (Tvrdé eloxovanie): Vyrába sa pri nižších teplotách a vyšších prúdových hustotách v kyseline sírovej (niekedy s prísadami), vytváranie oxidových vrstiev s hrúbkou 25–100 µm.
Tvrdé eloxovanie typu III vytvára povrchovú tvrdosť 400 – 600 HV – blížiacu sa tvrdosti kalenej ocele – a okrem vynikajúcej ochrany proti korózii poskytuje vynikajúcu odolnosť proti opotrebovaniu a oderu.
Tvrdo eloxovaná behúňová doska je určená pre náročné aplikácie vrátane vybavenia na pozemnú podporu lietadiel, priemyselné povrchy nástrojov, a podlahy vojenských vozidiel.
Výzvy eloxovania na nášľapnej doske: Vyvýšený vzor vytvára potenciál pre nerovnomernú distribúciu prúdovej hustoty počas eloxovania, čo môže viesť k zmenám hrúbky na povrchu vzoru.
Kvalitné eloxovanie na nášľapnej doske vyžaduje starostlivý návrh prípravku, kúpeľová agitácia, a riadenie procesu na dosiahnutie rovnomernej hrúbky oxidu v celej geometrii vzoru.
Organické náterové systémy poskytujú ochranu proti korózii prostredníctvom bariérového mechanizmu – izolujúceho kovový povrch od vlhkosti prostredia a elektrolytov – a nie elektrochemického pasivačného mechanizmu eloxovania.
Pre aplikácie nášľapnej dosky vystavené mechanickému oderu (pešia premávka, nakladanie vozidla), náterové systémy musia spájať dobrú priľnavosť s primeranou tvrdosťou a pružnosťou.
Príprava povrchu je najdôležitejším determinantom účinnosti organického náteru. Pre 6061 Nášľapná doska T6, príprava povrchu zvyčajne zahŕňa odmastenie alkalickým čističom, leptanie na vytvorenie profilu povrchu, a konverzný náter (chróm alebo bezchrómový fosfát/zirkoničitan) na zabezpečenie podpory adhézie a inhibície korózie na rozhraní povlaku.
Epoxidový základný náter + polyesterový alebo polyuretánový vrchný náter systémy poskytujú vynikajúcu priľnavosť, chemická odolnosť, a UV stabilita pre vonkajšie aplikácie.
Vysokovrstvové epoxidové systémy (60-125 µm DFT) sú určené pre najnáročnejšie požiadavky na ochranu proti korózii.
Práškové lakovanie (termosetový polyester, hybrid epoxy-polyester) poskytuje dobrú mechanickú odolnosť, efektívnosť nákladov pre veľké objemy výroby, a bez emisií rozpúšťadiel (dôležité pre súlad so životným prostredím).
Práškové lakovanie 6061 Nášľapná doska T6 je bežná v komerčných architektonických a dopravných aplikáciách.
Rezanie kotúčovou pílou je najbežnejšou metódou rezania 6061 Nášľapná doska T6 na dĺžku a šírku.
Čepele z tvrdokovu s kladným uhlom čela 3–6°, jemná rozteč zubov (6–10 TPI pre hrubý plech), a rezné rýchlosti 1 500 – 3 500 m/min poskytujú čisté rezy s minimálnym otrepaním. Pre hrubé plechy sa odporúča použitie chladiacej kvapaliny/maziva.
Plazmové rezanie umožňuje rýchle rezanie akéhokoľvek tvaru do dosky až 25 mm, so strednou kvalitou hrán.
Plazmovo ovplyvnená zóna (PAZ) zavádza teplo, ktoré lokálne žíha mikroštruktúru T6, vytvorenie mäkkej zóny analogickej zváraniu HAZ.
Pre konštrukčné aplikácie, kde sú okrajové zóny nosné, plazmou rezané hrany by mali byť odstránené opracovaním.
Rezanie vodným lúčom poskytuje presné rezanie bez tepelne ovplyvnenej zóny, vynikajúca kvalita hrán, a schopnosť rezať zložité tvary a obrysy.
Je to preferovaná metóda, kde je kritická rozmerová presnosť a kvalita hrán – vlastné schodiskové stupne, dekoratívne architektonické prvky, a presné konštrukčné komponenty.
Rezanie vodným lúčom je pomalšie a drahšie na meter ako rezanie plazmou alebo pílou.
Laserové rezanie hliníka je možné, ale náročnejšie ako v prípade ocele kvôli vysokej odrazivosti a tepelnej vodivosti hliníka.
Vysokovýkonné vláknové lasery (4– 12 kW) s dusíkom asistenčným plynom môže znížiť hliníkovú behúňovú dosku na približne 10 mm, vyžadujú si však špecializované optické systémy a starostlivý výber parametrov, aby sa zabránilo spáleniu povrchu.
Strihanie je vhodný pre nášľapnú dosku do hrúbky základne cca 4–5 mm, poskytuje rýchle rovné rezy.
Vzor behúňa môže byť mierne zdeformovaný na šmykovej čiare, a kvalita hrán je vo všeobecnosti nižšia ako pri rezaní pílou alebo vodným lúčom.
Ohýbanie 6061 Doska behúňa T6 vyžaduje starostlivú pozornosť na minimálny polomer ohybu, aby sa zabránilo praskaniu na vonkajšom napínacom povrchu.
Minimálne polomery ohybu odporúčané asociáciou Aluminium Association pre plechy a dosky 6061-T6 sú:
| Hrúbka (mm) | Minimálny polomer ohybu (priečne) | Minimálny polomer ohybu (pozdĺžne) |
| 1.6 | 3.2 mm (2t) | 4.8 mm (3t) |
| 2.0 | 4.0 mm (2t) | 6.0 mm (3t) |
| 3.0 | 7.5 mm (2.5t) | 10.5 mm (3.5t) |
| 4.0 | 12.0 mm (3t) | 16.0 mm (4t) |
| 6.0 | 24.0 mm (4t) | 30.0 mm (5t) |
Orientácia vzoru vzhľadom na čiaru ohybu je dôležitá praktická úvaha.
Ohýbanie s rebrami rovnobežnými s líniou ohybu (ohýbanie cez rebrá) vytvára koncentrácie napätia v základoch rebier a vyžaduje väčšie minimálne polomery ako ohýbanie s rebrami kolmými na líniu ohybu.
Tam, kde sú potrebné tesné ohyby, žíhanie na tvrdosť O pred tvarovaním a následné tepelné spracovanie na T6 – pri zvýšení nákladov – umožňuje tvarovanie na oveľa menšie polomery bez praskania.
Ja (GMAW) zváranie je najbežnejším procesom zvárania pre 6061 Výroba nášľapnej dosky T6. Odporúčané zliatiny plniva sú:
Ochranný plyn pre zváranie hliníka metódou MIG je typický 100% argón (prietok 15–20 l/min).
Napájanie striedavým prúdom (pre TIG) alebo DC+ polarita (pre MŇA) poskytuje potrebný katodický čistiaci účinok na odstránenie povrchovej vrstvy oxidu hlinitého počas zvárania.
Tigový (GTAW) zváranie poskytuje vyššiu kvalitu a presnosť zvaru ako MIG a je preferovaný pre kritické konštrukčné zvary, tenkovrstvový materiál, a esteticky kvalitné spoje.
Striedavý prúd s vysokofrekvenčným štartom je štandardom pre hliníkové TIG.
Zváranie trením s miešaním (FSW): Pre vysokovýkonné aplikácie alebo aplikácie priľahlé k letectvu, FSW ponúka pevné spájanie, ktoré eliminuje roztavený kúpeľ a dramaticky znižuje degradáciu pevnosti HAZ spojenú s tavným zváraním.
FSW z 6061-T6 vytvára spojovacie účinnosti 85 – 95 % pevnosti základného kovu, v porovnaní s 55–75 % pre spoje zvárané tavným zváraním.
FSW sa čoraz viac používa v doprave (paluba lode, podlahové panely koľajových vozidiel) a obranné aplikácie.
Farmaceutické a kritické aplikácie 6061 Nášľapná doska T6 vyžaduje plnú sledovateľnosť materiálu od dosky až po hotový výrobok.
Primárnym certifikačným dokumentom je Správa o teste mlyna (MTR), ktorý zaznamenáva skutočné chemické zloženie (teplom), výsledky mechanických skúšok (žrebom), parametre tepelného spracovania, a výsledky rozmerovej kontroly.
MTR sa generujú podľa EN 10204:2004 Typ 3.1 (certifikované mlynom) alebo Typ 3.2 (certifikované nezávislou treťou stranou).
Pre vládne a obranné obstarávanie, dodatočné certifikácie vrátane certifikátu o zhode (CoC) podľa platných vojenských špecifikácií, materiálové identifikačné označenia, a môže sa vyžadovať dokumentácia o krajine pôvodu.
Súlad výrobnej zliatiny sa overuje podľa optická emisná spektrometria (OES) na stuhnutých vzorkách odobratých z každého liatia.
OES poskytuje rýchle, presné vyčíslenie všetkých špecifikovaných prvkov súčasne. Röntgenová fluorescencia (XRF) analýza — dostupná v prenosnej podobe, ručné prístroje — umožňujú overenie identity zliatiny na prijatom materiáli priamo v teréne, poskytuje kritickú ochranu proti zámene zliatin (náhrada nevyhovujúcej zliatiny za špecifik 6061).
Skúšanie ťahom podľa ASTM E8 vyžaduje extrakciu štandardných plochých alebo kruhových tyčových skúšobných vzoriek z materiálu dosky.
Pre nášľapnú dosku, vzorky sa zvyčajne odoberajú z oblasti základného kovu (vyhýbanie sa vzorovým rebrám), pričom dlhá os vzorky je rovnobežná a priečna k smeru valcovania.
Úplná zhoda vyžaduje UTS aj medzu klzu, aby spĺňali alebo prekračovali minimá ASTM B632 (310 MPa UTS, 276 MPa YS pre T6) s predĺžením ≥ 8%.
Skúška tvrdosti podľa Brinella (ASTM E10) pomocou a 500 kg zaťaženie a 10 mm guľôčka poskytuje rýchlu kontrolu kvality pre overenie teploty T6.
6061-Nominálna tvrdosť T6 95 HB je výrazne nad hodnotami žíhaného alebo T4 (30 HB a približne 65 HB, respektíve), umožňuje rýchlu detekciu nedostatočného starnutia alebo žíhaného materiálu maskovaného ako T6.
Ultrazvukové testovanie (UT) podľa ASTM B594 alebo EN 10160 sa používa na detekciu vnútorných laminácií, inklúzia, a pórovitosť v hrubej nášľapnej doske.
C-scan imerzné UT alebo kontaktné pulzné echo UT môže zmapovať celú oblasť platne pre indikácie vnútorných defektov prekračujúcich špecifikované akceptačné kritériá.
Testovanie vírivými prúdmi Používa sa na detekciu trhlín v blízkosti povrchu, kôl, a iné povrchovo spojené defekty.
Zabezpečujú automatizované systémy vírivých prúdov integrované do liniek valcovní 100% schopnosť kontroly povrchu pri výrobných rýchlostiach.
Oceľový žebrový plech (typicky mäkká oceľ A36 alebo A572) je primárnou konkurenčnou alternatívou hliníkovej nášľapnej dosky v mnohých konštrukčných aplikáciách.
Voľba medzi týmito dvoma materiálmi zahŕňa kompromisy vo viacerých výkonových a ekonomických rozmeroch:
| Kritérium | 6061 T6 hliník | Oceľ A36 |
| Hustota (g/cm³) | 2.70 | 7.85 |
| Váha (príbuzný, rovnakú hrúbku) | 1× | 2.9× |
| Pevnosť v ťahu (MPA) | 310 | 400–550 |
| Pomer pevnosti a hmotnosti | 115 MPa·cm3/g | 51–70 MPa·cm³/g |
| Odpor | Dobrý (v miernom prostredí nie je potrebný žiadny náter) | Úbohý (vyžaduje náter alebo galvanizáciu) |
| Požiadavka na údržbu | Nízky | Stredná až vysoká |
| Elektrická vodivosť | 43% IACS | ~3% IACS |
| Tepelná vodivosť (W/m · k) | 167 | 50 |
| Zvárateľnosť | Dobrý (so správnou výplňou) | Vynikajúci |
| Relatívne náklady na materiál (na kg) | ~3–5× vyššie | Znížiť |
| Relatívne náklady na životný cyklus | Porovnateľné s nižšími (menej údržby) | Vyššie v korozívnom prostredí |
| Typická výhoda aplikácie | Citlivé na hmotnosť, korozívne prostredie | Vysoká záťaž, s nízkou koróziou, nákladovo citlivé |
Vynikajúci pomer pevnosti a hmotnosti hliníkového behúňa (približne 2-násobok hmotnosti oceľového plechu), v kombinácii s vlastnou odolnosťou proti korózii, robí z neho preferovanú voľbu v doprave, morský, a vonkajšie stavebné aplikácie napriek vyšším počiatočným nákladom na materiál.
Náklady na životný cyklus hliníkovej behúňovej dosky – zodpovedajúca zníženej údržbe, dlhšia životnosť, a prírastky užitočného zaťaženia/efektívnosti v dôsledku zníženia hmotnosti – sú často nižšie ako pri oceli pre tieto aplikácie.
| Majetok | 6061-T6 | 5052-H32 | 3003-H14 | 6063-T6 | 5086-H32 |
| UTS (MPA) | 310 | 228 | 150 | 241 | 290 |
| YS (MPA) | 276 | 193 | 130 | 214 | 207 |
| Predĺženie (%) | 12 | 12 | 8 | 8 | 10 |
| Odpor | Dobrý | Vynikajúci | Vynikajúci | Dobrý | Vynikajúci |
| Najlepšia aplikácia | Štrukturálne, všeobecný | Morský, mierna štrukturálna | Ľahké dekoratívne | Architektonický | Námorná štrukturálna |
| Zvárateľnosť | Dobrý | Vynikajúci | Vynikajúci | Dobrý | Vynikajúci |
Vláknami vystužený plast (FRP) mriežka konkuruje hliníkovej nášľapnej doske v korozívnych priemyselných prostrediach, kde nie je prijateľná ani štandardná odolnosť hliníka proti korózii, ani hmotnosť ocele:
| Kritérium | 6061 T6 doska behúňa | FRP mriežka |
| Váha (približné, kg/m²) | 8–30 (podľa hrúbky) | 5–10 |
| Odpor | Dobrý | Vynikajúci (chemicky špecifické) |
| Elektrická vodivosť | Vysoký | Nevodivé (výhodu v oblastiach s nebezpečenstvom elektrického prúdu) |
| Nosnosť konštrukcie | Vysoký (pevná doska) | Mierny (otvorená mriežka) |
| Odolnosť proti nárazu | Vynikajúci | Mierny (krehký) |
| Drenáž | Úbohý (pevná doska) | Vynikajúci (otvorená mriežka) |
| UV odpor | Dobrý (eloxovaný) | Mierny (časom degraduje) |
| Recyklatalita | Vynikajúci | Úbohý |
| Náklady | Mierny | Vyššia iniciála; podobný životný cyklus |
6061 Hliníkový behúň T6 je materiál s pozoruhodnou všestrannosťou, inžiniersky výkon, a široký priemyselný význam.
Zámerná kombinácia 6061 chémia precipitačného vytvrdzovania Mg-Si zliatiny so špičkovým starnutím T6 poskytuje medzu klzu päťkrát vyššiu ako žíhaná zliatina, umožňujúci jediný materiál uspokojiť štrukturálne požiadavky na podlahy prívesov nákladných vozidiel, pobrežné plošinové schodiská, prístupové panely vojenských vozidiel, a architektonické stavebné prvky s rovnakou autoritou.
Výrazný vyvýšený vzor, ktorý definuje behúňovú dosku ako kategóriu produktov, súčasne poskytuje odolnosť proti pošmyknutiu pre bezpečnosť personálu, povrchová tuhosť pre konštrukčnú účinnosť, a vizuálna identita celosvetovo spojená s priemyselnou kvalitou a odolnosťou.
Výrobný proces, ktorý vyrába nášľapnú dosku T6 – od dosky liatej DC cez valcovanie za tepla s razením vzoru, roztokové tepelné spracovanie, kalenie, a umelé starnutie – predstavuje sofistikovanú integráciu fyzikálnej metalurgie, termomechanické spracovanie, a presná kontrola kvality.
Každá fáza tohto procesu sa riadi prísne špecifikovanými normami (ASTM B632, ASTM B209, AMS 2770, V 1386) ktoré zaisťujú, že dodaný výrobok spĺňa mechanické a rozmerové vlastnosti, na ktoré sa statici spoliehajú pri svojich návrhoch.
Prípad udržateľnosti pre 6061 Hliníkový behúň T6 je jemný, ale v konečnom dôsledku priaznivý.
Zatiaľ čo primárna výroba hliníka nesie značnú energetickú a uhlíkovú náročnosť, výnimočná recyklovateľnosť hliníka (s 95% úspora energie vs. prvovýroba), jeho dlhá životnosť v aplikáciách odolných voči korózii, a úspory hmotnosti, ktoré umožňuje v dopravných aplikáciách, sa spájajú s cieľom dosiahnuť environmentálne vlastnosti počas životného cyklu, ktoré sú konkurencieschopné alebo lepšie ako alternatívy ocele v mnohých prípadoch použitia.
Rastúca dostupnosť nízkouhlíkových emisií, Hliník s certifikáciou ASI ďalej zlepšuje profil udržateľnosti produktov behúňovej dosky.





3105 hliníková cievka je a 3000 hliníková zliatina: Hlavným leggánom je mangán, ktorý je formulovaný pre primárne formovanie do kovaných výrobkov.

Hydrofilná hliníková fólia sa získava potiahnutím povrchu hliníkovej fólie hydrofilným povlakom, Účelom je zlepšiť hydrofilný (voda) výkon hliníkovej fólie, a má vyššiu účinnosť prenosu tepla a odolnosť proti korózii.

V tomto článku, preskúmame vlastnosti, prínosy, žiadosti, temperovanie, a faktory, ktoré je potrebné zvážiť pri výbere 6061 Hliníkový list T4 T6 T651 pre váš projekt.

V porovnaní s inými zliatinovými fóliami sérií 1, ako 1060 a 1070 hliníkové fólie, obsah (Fe+áno) v 1100 hliníková fólia je vyššia ako obidve, a obsah Fe je kľúčovým faktorom na zlepšenie sily a húževnatosti

Hliníková fólia klimatizácie je materiál používaný na výrobu výmenníkov tepla klimatizácií. Jeho hlavné vlastnosti sú ľahké a tenké, dobrá tepelná vodivosť, a odolnosť proti korózii.

1/8 Hliníkový list sa často používa pri výrobe tankov a lodí kvôli svojej silnej tvrdosti a odolnosti proti korózii, tam.
Č. 52, Dongmingová cesta, Zhengzhou, Henan, Čína
Henan Huawei Aluminium Co., Došlo, Jeden z najväčších dodávateľov hliníka v Číne Henan,Sme založení v roku 2001 a máme bohaté skúsenosti s dovozom a vývozom a vysokokvalitnými hliníkovými výrobkami
Môj - sat, 8AM - 17:00
Nedeľa: ZATVORENÉ
© Autorské práva © 2023 Henan Huawei Aluminium Co., Došlo
Najnovšie komentáre
Hliník 5754 H111 หนา 8 mm กว้าง x ยาว : 4 x 6 ฟุต
سلام بسیار عالی ،،من از ایران تماس میگیرم فویل طلا ۱۲میکرون عرض ۶۱سانت نیاز داریم حدودا هرماه ۳۵هزار متر
Vážený predajný tím, Dúfam, že sa vám darí. Hľadáme hliníkové produkty od vašej spoločnosti a ocenili by sme vašu najlepšiu cenovú ponuku pre nasledujúce: Aluminum Sheets Thickness: 2 mm, 3 mm, 4 mm, a 5 mm Please provide your available standard sheet sizes. Uveďte cenu za list a cenu za metrickú tonu. Aluminum Coils Thickness: 2 mm, 3 mm, 4 mm, a 5 mm Please provide your available coil widths, štandardné závažia cievok, a špecifikácie vnútorného priemeru. Uveďte cenu za metrickú tonu. Pre plechy aj zvitky, uveďte prosím: Dostupné zliatiny (napr.. 1050, 3003, 5052) Temper options Mill finish or other available surface finishes Minimum Order Quantity (Moq) Production lead time Payment terms Please provide your quotation based on: CIF Jebel Ali Port, Spojené arabské emiráty (vrátane námornej prepravy), alebo alternatívne poskytnúť FOB China aj CIF Jebel Ali Port, ceny SAE. Ak je k dispozícii, prosím aj o zaslanie: Product catalogue Mill Test Certificate (MTC) sample Photos of the products and packaging. Máme záujem o nadviazanie dlhodobého obchodného vzťahu. Očakáva sa, že náš počiatočný objem nákupu bude 100+ metrických ton, s potenciálom pre väčšie a opakujúce sa objednávky v prípade vašej ceny, kvalita, a služby spĺňajú naše požiadavky. ďakujem za váš čas. Tešíme sa na vašu cenovú ponuku a dúfame, že sa nám podarí vybudovať úspešné dlhodobé partnerstvo. S pozdravom, Ing.Yousef
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、Ak takýto výrobok existuje, jeho hmotnosť、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、Mohli by ste mi povedať cenu?