Discover why 6061 T6 aluminum tread plate delivers 310 MPa tensile strength, superior corrosion resistance, and reliable slip protection. Explore mechanical properties, ASTM B632 specs, structural design guidance, and fabrication best practices — all in one authoritative reference.




6061 T6 aluminum tread plate represents one of the most widely specified and versatile structural aluminum products in global industrial use.
The combination of the 6061 alloy’s magnesium-silicon precipitation hardening chemistry with the T6 peak-aged temper delivers a material of exceptional strength-to-weight ratio, reliable corrosion resistance, and broad fabrication compatibility — all expressed through the distinctive raised-pattern surface that defines tread plate as a product category.
This article provides a comprehensive, multi-perspective examination of 6061 T6 aluminum tread plate, spanning its metallurgical foundations, heat treatment science, pattern design, mechanical and physical properties, manufacturing process, dimensional standards, industrial applications, corrosion protection, structural engineering design, fabrication practices, quality assurance, comparative analysis, environmental sustainability, market dynamics, and future innovation trajectories.
Targeting structural engineers, manufacturing engineers, procurement professionals, materials scientists, and fabricators, this reference synthesizes rigorous technical depth with practical industry insight across approximately 12,000 words.
The 6xxx series aluminum alloys is distinguished by magnesium (Mg) and silicon (Si) as the principal alloying elements.
These two elements combine during heat treatment to form the intermetallic compound Mg₂Si (magnesium silicide), which serves as the primary strengthening precipitate in 6xxx alloys.
The 6xxx series occupies a unique position in the aluminum alloy landscape: it offers heat-treatable strength levels significantly above the non-heat-treatable 3xxx and 5xxx series, combined with weldability, corrosion resistance, and fabrication versatility superior to the higher-strength 2xxx (copper-based) and 7xxx (zinc-based) series alloys.
Among 6xxx series alloys, 6061 is by far the most widely produced and used globally — a position it has held for decades based on its well-balanced combination of strength, corrosion resistance, weldability, and machinability.
First developed in the 1930s under the designation 61S, it remains a benchmark alloy against which newer 6xxx alloys are frequently evaluated.
Huawei 6061 T6 Aluminum Tread Plate
The chemical composition of 6061 aluminum is defined by international standards including ASTM B209 (United States), EN 573-3 (Europe), and GB/T 3880 (China).
The nominal composition and allowable ranges are:
| Element | Composition Range (%) | Primary Function |
| Aluminum (Al) | Remainder (≥95.8) | Primary matrix |
| Magnesium (Mg) | 0.80 – 1.20 | Forms Mg₂Si precipitate; primary strengthener |
| Silicon (Si) | 0.40 – 0.80 | Forms Mg₂Si precipitate; strengthener |
| Copper (Cu) | 0.15 – 0.40 | Solid solution strengthening; increases SCC risk |
| Chromium (Cr) | 0.04 – 0.35 | Grain growth inhibition; corrosion resistance |
| Iron (Fe) | ≤ 0.70 | Impurity; controlled to limit coarse intermetallics |
| Manganese (Mn) | ≤ 0.15 | Impurity ceiling; grain control |
| Zinc (Zn) | ≤ 0.25 | Impurity ceiling |
| Titanium (Ti) | ≤ 0.15 | Grain refinement during casting |
| Others (each) | ≤ 0.05 | Impurity control |
| Others (total) | ≤ 0.15 | Total impurity ceiling |
Magnesium and Silicon (Mg₂Si system): The Mg:Si ratio in 6061 is approximately 1.73:1 by weight, close to the stoichiometric ratio of Mg₂Si (1.73:1).
This balance ensures maximum Mg₂Si precipitation during aging, providing the primary strengthening mechanism.
Excess silicon beyond the Mg₂Si stoichiometry contributes additional solid solution and precipitation strengthening from elemental Si particles.
Copper: At 0.15–0.40%, copper provides supplementary solid solution strengthening and contributes to precipitation hardening through the formation of CuAl₂ (θ phase) precipitates during aging.
However, copper also increases susceptibility to intergranular corrosion and, at higher concentrations, stress corrosion cracking.
The relatively low copper content of 6061 represents a deliberate balance between strength enhancement and corrosion performance.
Chromium: Chromium additions at 0.04–0.35% serve two purposes: inhibiting recrystallization during hot working (maintaining a finer, stronger grain structure) and contributing to general corrosion resistance by modifying the electrochemical behavior of the alloy surface.
Chromium-containing dispersoids (Al₇Cr and related phases) are effective obstacles to grain boundary migration.
Iron: Iron is an impurity in 6061, controlled to ≤0.70%. Iron forms coarse Al₃Fe and Al₆(FeMn) intermetallic phases that reduce ductility and toughness.
Tighter iron control — below 0.40% — is specified for aerospace-grade material where toughness and fatigue performance are critical.
| Property | 6061 | 5052 | 3003 | 6063 | 7075 |
| Tensile Strength (T6, MPa) | 310 | 228 | 130 | 241 | 572 |
| Yield Strength (T6, MPa) | 276 | 193 | 115 | 214 | 503 |
| Corrosion Resistance | Good | Excellent | Excellent | Good | Moderate |
| Weldability | Good | Excellent | Excellent | Good | Poor |
| Machinability | Good | Fair | Fair | Fair | Good |
| Heat Treatable | Yes | No | No | Yes | Yes |
| Relative Cost | Moderate | Low–Moderate | Low | Moderate | High |
| Tread Plate Use | Primary structural | Marine/outdoor | Light duty | Decorative | Aerospace only |
6061’s position as the dominant tread plate alloy reflects its unique combination of genuine structural strength (capable of carrying substantial live and dead loads), acceptable corrosion resistance for most service environments, and fabrication versatility that enables cutting, bending, welding, and machining by standard workshop methods.
6061 T6 Aluminum Tread Plate With Different Patterns
Aluminum alloy temper designations are defined by ANSI H35.1 (United States) and the equivalent ISO 2107 standard.
The temper designation communicates the thermal and mechanical processing history of the material after casting or hot working.
For heat-treatable alloys such as 6061, the T-series tempers indicate specific solution heat treatment and aging sequences.
The T6 temper specifically designates: solution heat treated and then artificially aged — meaning the alloy has been fully solution heat treated at elevated temperature, rapidly quenched, and then artificially aged at an intermediate temperature to peak strength.
Solution Heat Treatment (SHT): The first stage of T6 processing involves heating 6061 material to a temperature of 529°C ± 6°C (typically 520–535°C) and holding for sufficient time to dissolve the Mg₂Si and other soluble phases into solid solution within the aluminum matrix.
Holding time depends on section thickness: typically 30 minutes for thin sheet, 1–4 hours for thick plate. The objective is a supersaturated solid solution of Mg and Si in aluminum — a thermodynamically unstable state that is the prerequisite for subsequent precipitation hardening.
Uniformity of temperature is critical; AMS 2770 (the aerospace heat treatment specification) requires temperature uniformity of ±6°C throughout the load. For commercial tread plate, ±8°C is typically specified.
Quenching: Immediately upon completion of SHT, the material must be rapidly quenched to room temperature to suppress precipitation of Mg₂Si during cooling, preserving the supersaturated solid solution.
Cold water quenching (immersion in water at or below 40°C) is the most effective method, achieving cooling rates of several hundred degrees Celsius per second at the surface.
Forced-air quenching is used where distortion control is critical, accepting slightly lower peak properties.
The temperature at which the material exits the quench must be below 70°C to ensure complete suppression of precipitation during cooling.
Quench sensitivity — the susceptibility to strength loss from slow quenching — is moderate in 6061 compared with higher-copper alloys, making it relatively tolerant of variations in quench rate across thick sections.
Nevertheless, thick tread plate (above 6 mm base metal) may exhibit surface-to-core property gradients due to differential quench rates.
Artificial Aging: Following quenching, the supersaturated solid solution is aged at 177°C ± 6°C (typical range 170–180°C) for 8–12 hours. During aging, Mg₂Si precipitates nucleate and grow through a sequence of metastable precursor phases: GP zones → β” (needle-shaped coherent precipitates) → β’ (rod-shaped semi-coherent) → β (Mg₂Si, incoherent).
Peak strength (T6 condition) corresponds to the predominance of β” and fine β’ precipitates, which are maximally coherent with the aluminum matrix and provide the greatest resistance to dislocation motion.
The precipitation sequence and resulting properties are critically sensitive to aging time and temperature. Under-aging (insufficient time or temperature) leaves the alloy in T4 condition — partially aged, with lower strength.
Over-aging beyond the T6 peak reduces strength as precipitates coarsen and lose coherency, transitioning toward T7 (overaged) temper.
Production control of aging parameters to within ±5°C and ±30 minutes is essential for consistent T6 property attainment.
The contrast between annealed (O temper) and T6 6061 aluminum illustrates the remarkable power of precipitation hardening:
| Property | 6061-O (Annealed) | 6061-T6 | Improvement Factor |
| Ultimate Tensile Strength (MPa) | 124 | 310 | 2.5× |
| Yield Strength (MPa) | 55 | 276 | 5.0× |
| Brinell Hardness (HB) | 30 | 95 | 3.2× |
| Elongation at break (%) | 25 | 12 | 0.5× (reduced) |
| Fatigue Strength (MPa) | ~62 | ~97 | 1.6× |
The five-fold increase in yield strength from O to T6 temper comes at the cost of reduced ductility (elongation halved) and somewhat reduced fracture toughness.
For tread plate applications — where the primary requirement is strength and stiffness to carry loads, rather than cold-formability — this trade-off is entirely appropriate.
| Temper | Processing | UTS (MPa) | YS (MPa) | Elongation (%) | Primary Use |
| O | Annealed | 124 | 55 | 25 | Cold forming, bending |
| T4 | SHT + natural age | 241 | 145 | 22 | Moderate strength, formable |
| T6 | SHT + artificial age | 310 | 276 | 12 | Structural, load-bearing |
| T651 | T6 + stress relieved | 310 | 276 | 12 | Plate; improved flatness |
| T6511 | Extruded, SHT + age + minor cold work | 290 | 255 | 8 | Extrusions |
The T651 designation — T6 with stress relief by stretching — is commonly specified for thick plate applications where dimensional stability during machining is important, as the stretching operation reduces residual stresses introduced by quenching.
For tread plate, which is typically produced in gauges where residual stress is less critical, standard T6 is the dominant specification.
Aluminum Tread Plate for pickup trucks
The defining characteristic of tread plate — also known as checker plate, diamond plate, or durbar plate — is the raised pattern on one or both surfaces of the sheet or plate.
This pattern serves multiple simultaneous functions: it provides slip resistance for personnel walking on the surface; it adds surface stiffness (moment of inertia) to the plate without adding flat-rolled weight; it provides a visually distinctive aesthetic widely associated with industrial quality; and it serves as a wear surface that protects the base metal from direct contact and abrasion.
The pattern is formed during hot rolling by passing the aluminum strip through rolls in which one roll has the inverse of the desired pattern machined into its surface. As the hot aluminum passes through the roll gap, the pattern is embossed into the soft metal surface with high fidelity.
One-Bar Pattern: A single raised rib running parallel to the rolling direction. Rarely used in structural applications; occasionally used in decorative contexts or where unidirectional slip resistance is specifically required.
Two-Bar Pattern: Two parallel ribs at a slight angle to the rolling direction. Provides improved slip resistance in the transverse direction compared with the one-bar pattern. Used in some European and Asian markets.
Three-Bar (Tribar) Pattern: Three parallel ribs at approximately 30–45 degrees to the rolling direction, arranged in a repeating diagonal sequence. Common in European markets and certain marine applications. Provides good multidirectional slip resistance.
Five-Bar (Diamond/Checker) Pattern: The most widely used tread plate pattern globally, particularly in North American markets. Consists of five elongated raised ribs arranged in a characteristic radiating pattern from a central point, creating a diamond-like repeating motif across the plate surface. The five-bar pattern provides excellent multidirectional slip resistance, high aesthetic appeal, and is the standard pattern for most transportation, construction, and industrial applications.
Lentil (Round Dot) Pattern: A pattern of raised hemispherical or lentil-shaped protrusions arranged in a regular grid. Common in certain European markets and specialty applications. Provides omnidirectional slip resistance.
Custom and Proprietary Patterns: Some manufacturers produce proprietary pattern designs optimized for specific performance criteria — maximum anti-slip performance, minimum pattern weight addition, or distinctive aesthetic identity. These are typically more expensive due to specialized roll tooling.
The dimensional characteristics of tread plate patterns are specified in ASTM B632 (for aluminum tread plate in North American markets) and EN 1386 (European standard).
Key geometric parameters include:
ASTM B632 specifies pattern height tolerances of ±0.25 mm for standard patterns and requires that all specified pattern dimensions be maintained within the tolerance band.
The slip resistance of tread plate surfaces is characterized by the coefficient of friction (COF) between the plate surface and a reference foot or shoe sole material.
ASTM D2047 and the OSHA-referenced ASTM F609 provide test methods for slip resistance measurement. Dry COF for 6061 T6 five-bar tread plate typically exceeds 0.6 (against standard leather and rubber sole materials) — well above the OSHA general industry threshold of 0.5 for workplace walking surfaces.
Wet COF is substantially lower — typically 0.3–0.5 — reflecting the lubricating effect of water on the smooth metal surfaces between the raised ribs.
The anti-slip performance of tread plate is enhanced by:
The following mechanical properties are characteristic of 6061-T6 aluminum in the form of sheet and plate per ASTM B209 and ASTM B632:
| Property | Value | Test Standard |
| Ultimate Tensile Strength (UTS) | 310 MPa (45 ksi) | ASTM E8 |
| Yield Strength (0.2% offset) | 276 MPa (40 ksi) | ASTM E8 |
| Elongation at break (50 mm gauge) | 8–12% | ASTM E8 |
| Brinell Hardness | 95 HB | ASTM E10 |
| Rockwell Hardness | 60 HRB | ASTM E18 |
| Shear Strength | 207 MPa (30 ksi) | — |
| Bearing Strength (ultimate) | 607 MPa (88 ksi) | — |
| Bearing Strength (yield) | 386 MPa (56 ksi) | — |
| Fatigue Strength (5×10⁸ cycles) | ~97 MPa (14 ksi) | ASTM E466 |
| Modulus of Elasticity (E) | 68.9 GPa (10,000 ksi) | — |
| Shear Modulus (G) | 26.0 GPa (3,770 ksi) | — |
| Poisson’s Ratio | 0.33 | — |
It should be noted that the pattern in tread plate creates local stress concentrations at the base of the ribs during bending and fatigue loading.
Structural calculations should use base metal thickness (not overall pattern height) for section property calculations, and fatigue design should incorporate appropriate stress concentration factors.
| Property | Value |
| Density | 2.70 g/cm³ (0.0975 lb/in³) |
| Thermal Conductivity | 167 W/m·K |
| Electrical Conductivity | 43% IACS |
| Coefficient of Thermal Expansion | 23.6 µm/m·°C (13.1 µin/in·°F) |
| Specific Heat Capacity | 896 J/kg·K |
| Melting Range | 582–652°C (1,080–1,205°F) |
| Anodizing Response | Excellent |
The density of 6061-T6 at 2.70 g/cm³ is approximately one-third that of steel (7.85 g/cm³). This fundamental property difference is the basis for the weight savings that make aluminum tread plate preferable to steel in weight-sensitive applications such as transportation, mobile equipment, and aerospace ground support.
6061-T6 exhibits good to moderate corrosion resistance for an aluminum alloy. The natural aluminum oxide (Al₂O₃) layer that forms spontaneously on the alloy surface provides significant corrosion protection in atmospheric, freshwater, and mild chemical environments.
However, several corrosion mechanisms are relevant to 6061-T6 tread plate in service:
General atmospheric corrosion: 6061-T6 performs well in rural and most urban atmospheric environments, developing only superficial surface oxidation (cosmetic pitting) over extended exposure periods without significant structural degradation.
Marine environments: Chloride ions in coastal and marine environments can break down the passive oxide layer, initiating pitting corrosion. 6061-T6 is less resistant than 5xxx-series alloys (such as 5052 or 5083) in marine environments, primarily due to its copper content. For aggressive marine applications, anodizing, painting, or alloy substitution (to 5052 or 5086) should be considered.
Intergranular corrosion: The copper-containing grain boundaries of 6061-T6 are susceptible to intergranular corrosion in aggressive chloride environments. This can lead to exfoliation (delamination of surface layers) in severe cases.
Stress corrosion cracking (SCC): 6061-T6 exhibits moderate SCC resistance. The alloy is considerably more resistant to SCC than the high-copper 2xxx series or high-zinc 7xxx series alloys, but less resistant than copper-free 5xxx or 6063 alloys. SCC is typically not a design concern for tread plate applications unless sustained tensile stresses coincide with aggressive chemical exposure.
Galvanic corrosion: When 6061-T6 is in electrical contact with more noble metals (copper, stainless steel, carbon steel) in the presence of an electrolyte, galvanic corrosion of the aluminum can occur. Insulating materials (plastic washers, sealant barriers) should be used at dissimilar metal contact points.
Machinability: 6061-T6 is rated as a good machining alloy. The hard T6 temper produces short, broken chips that facilitate machining, and the alloy can be machined at high speeds with excellent surface finish using carbide tooling. Machinability is rated approximately 50% relative to the free-machining alloy 2011-T3 (rated 100%).
Weldability: 6061-T6 can be welded by MIG (GMAW) and TIG (GTAW) processes, but welding introduces a critical property consideration: the heat of welding locally re-solutionizes and/or over-ages the T6 microstructure in the heat-affected zone (HAZ), reducing strength to approximately T4 or annealed levels within approximately 25–50 mm of the weld centerline. This HAZ strength reduction must be accounted for in structural design — the Aluminum Design Manual (ADM) specifies reduced allowable stresses in HAZ regions.
Formability: In T6 temper, 6061 has limited cold formability. Bending with small radii risks cracking at the outer bend surface. Minimum bend radii for T6 material range from 2t (twice the material thickness) for thin gauges to 4t or more for thicker gauges. Where significant forming is required, working in T4 or annealed condition followed by re-heat treatment to T6 is the preferred approach.
Toolbox Used 6061 T6 Aluminum Tread Plate
Production of 6061 T6 tread plate begins with alloy preparation in a primary or secondary aluminum smelter. High-purity aluminum (typically 99.7% Al) is melted and charged with precise additions of magnesium, silicon, copper, and chromium master alloys to achieve the target 6061 composition.
Grain-refining titanium-boron (Ti-B) master alloy is added to the melt immediately before casting to promote fine, equiaxed grain structure in the solidified slab.
Large rolling slabs (typically 400–600 mm thick, 1,000–2,000 mm wide, and 4,000–8,000 mm long) are produced by direct chill (DC) semi-continuous casting, in which the aluminum melt is poured into a water-cooled mold from which the solidifying slab is continuously extracted.
As-cast slabs are then homogenized at approximately 560–580°C for 4–12 hours to dissolve soluble phases, eliminate composition gradients from solidification, and spheroidize intermetallic particles. Homogenization is essential for consistent hot-rolling behavior and final product properties.
Before hot rolling, slab surfaces are scalped (face-milled) to remove the segregated outer layer formed during solidification, ensuring that surface defects, inclusions, and chemistry variations do not propagate into the finished product.
Homogenized slabs are preheated in pusher or walking-beam furnaces to 450–520°C and hot-rolled on reversing or tandem hot mills.
Progressive thickness reductions are applied in multiple passes, with intermediate reheating if necessary, until the strip reaches the target transfer thickness (typically 4–15 mm depending on final gauge requirements).
The critical and unique step in tread plate production occurs in one of the final hot-rolling passes: the strip passes through a roll stand in which one roll (typically the bottom work roll) carries the negative (inverse) of the tread plate pattern machined into its surface.
As the hot strip passes through this roll gap, the soft aluminum is pressed into the pattern cavities, faithfully reproducing the pattern geometry on the plate surface.
Pattern roll design — including rib angle, height, pitch, and draft angles — is a critical engineering discipline that determines product quality and roll life.
Pattern rolls are manufactured from high-chromium or high-speed tool steels, precision machined and ground to exacting tolerances.
Gauge control during tread plate hot rolling requires special consideration because the pattern roll applies varying pressure across the roll width, introducing complexity into the automated gauge control (AGC) system response.
Modern hot mills use feedforward and feedback AGC to maintain base metal thickness within specification regardless of the pattern embossing forces.
Following hot rolling (and, if required, cold rolling to final gauge), the plate must be solution heat treated to achieve T6 properties. For tread plate, SHT is performed in one of two configurations:
Continuous furnace (roller hearth): The plate passes through a long tunnel furnace on conveyor rollers at controlled speed, achieving the target soak temperature and time. Continuous furnaces provide high throughput and excellent temperature uniformity for thin-gauge material but require careful speed and temperature profiling for thicker plates to ensure through-thickness soaking.
Batch furnace (air circulation): Plates are stacked on furnace car trays and processed in batch mode. Batch processing allows longer soak times for thick plates and provides greater flexibility for non-standard sizes, but requires careful stacking and spacing for temperature uniformity.
Following SHT, plates are quenched by immersion in a water quench tank or by water spray impingement. The quench must be initiated within 15 seconds of the plate exiting the furnace (per AMS 2770 requirements) to minimize precipitation of coarse Mg₂Si during transfer, which would degrade final properties.
Quenched plates are transferred to aging ovens operating at 177°C ± 6°C. Plates are aged for 8–12 hours at temperature.
Aging oven temperature uniformity is verified by thermocouple surveys per AMS 2770 before qualifying an oven for T6 aging. Following aging, plates are air-cooled to room temperature.
The combined SHT + aging cycle for T6 tread plate is a significant capital and energy investment.
Modern facilities achieve considerable energy efficiency through furnace heat recovery systems, optimized loading practices, and predictive process control that minimizes re-processing due to out-of-specification properties.
Quenching introduces residual stresses and warping in aluminum plate due to differential thermal contraction. Following aging, plates are tension-leveled or roller-leveled to correct flatness.
Tension leveling — passing the plate through stretcher jaws under controlled tensile load — is particularly effective for removing curvature without damaging the pattern.
Flatness tolerance for tread plate is specified in ASTM B632.
Plates are cut to finished dimensions by circular saw, shear, or plasma cutting, depending on thickness and required edge quality.
Edge deburring removes sharp burrs that could create injury or fitment problems during installation.
Surface finishing options — anodizing, painting, or powder coating — are applied after all mechanical processing is complete, as these treatments provide the final corrosion and aesthetic protection for the product’s service life.
The dimensional and property requirements for 6061 T6 aluminum tread plate are governed by:
| Standard | Issuing Body | Scope |
| ASTM B632 | ASTM International | Aluminum alloy rolled tread plate — primary North American standard |
| ASTM B209 | ASTM International | Aluminum and aluminum-alloy sheet and plate |
| EN 1386 | CEN (Europe) | Aluminium and aluminium alloys — tread plates |
| GB/T 3880 | SAC (China) | Aluminium and aluminium alloy plate, sheet, and strip |
| AMS 2770 | SAE International | Heat treatment of wrought aluminum alloy parts |
| AMS-QQ-A-250/11 | SAE International | Aluminum alloy 6061 plate and sheet |
| Aluminum Design Manual | The Aluminum Association | Structural design with aluminum products |
ASTM B632 specifies tread plate in base metal thicknesses from 1.27 mm (0.050 in) to 12.70 mm (0.500 in).
The standard defines “base metal thickness” as the thickness of the flat metal beneath the pattern — the dimension used for structural calculations — excluding pattern height.
Standard sheet and plate widths range from 600 mm to 2,000 mm, with 1,220 mm (48 in) and 1,524 mm (60 in) widths most common in North American markets.
Standard lengths are typically 2,440 mm (96 in) and 3,050 mm (120 in), with custom cut-to-length dimensions available from service centers.
Thickness tolerances per ASTM B632 vary with nominal thickness and width:
| Base Metal Thickness Range | Thickness Tolerance (±) |
| 1.27 – 3.18 mm | 0.15 – 0.25 mm |
| 3.18 – 6.35 mm | 0.25 – 0.38 mm |
| 6.35 – 12.70 mm | 0.38 – 0.50 mm |
Pattern height for standard five-bar pattern ranges from 0.89 mm to 2.03 mm depending on base metal thickness, with tolerances of ±0.25 mm.
For structural calculations and procurement, weight per unit area of tread plate is a critical parameter. Approximate weights for common gauges:
| Base Metal Thickness (mm) | Approx. Weight (kg/m²) |
| 1.6 | 4.8 |
| 2.0 | 6.0 |
| 3.0 | 8.9 |
| 4.0 | 11.8 |
| 5.0 | 14.6 |
| 6.0 | 17.5 |
| 8.0 | 23.2 |
| 10.0 | 28.9 |
Note: Actual weights include approximately 5–10% addition for the pattern raised material relative to equivalent flat plate.
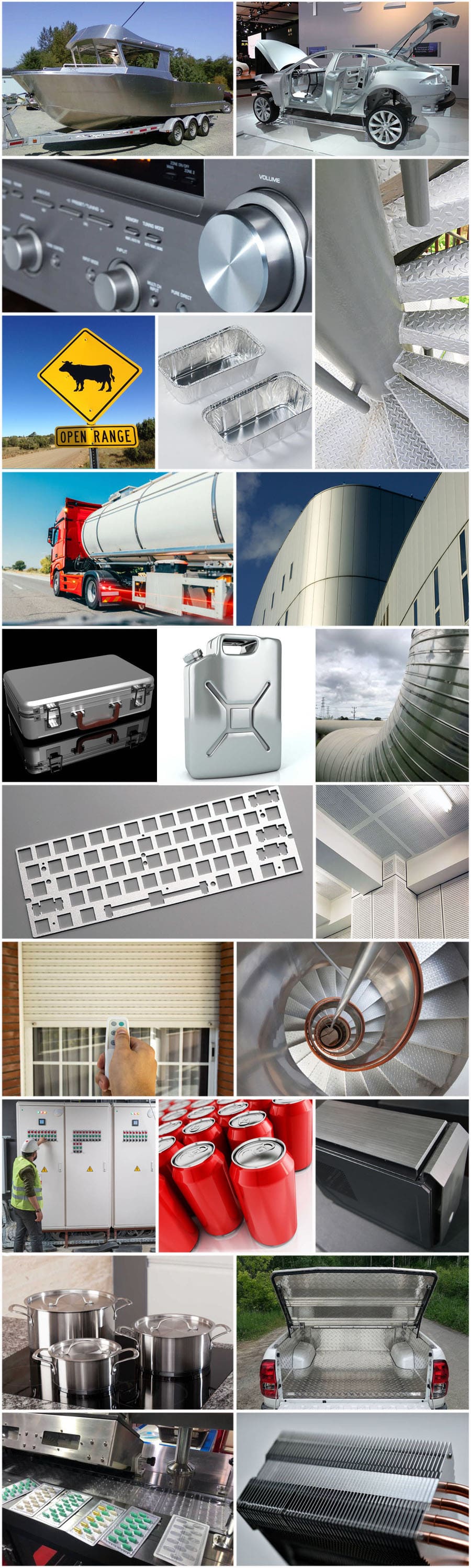
The transportation sector is the largest consumer of 6061 T6 aluminum tread plate globally.
The alloy’s high strength-to-weight ratio, combined with corrosion resistance and the slip-resistant surface, makes it ideal for vehicle applications where load capacity and safety are simultaneously required.
Running boards and step plates for pickup trucks, SUVs, vans, and commercial vehicles are among the most visible consumer-facing applications.
6061 T6 tread plate step plates must withstand repeated dynamic loads from occupants boarding and alighting the vehicle, combined with exposure to road salt, moisture, and mechanical impact from road debris. The T6 temper’s high yield strength prevents permanent deformation under these conditions.
Trailer flooring for flatbed, livestock, and enclosed cargo trailers represents a high-volume structural application.
6061 T6 tread plate in 3–5 mm base thickness provides the load-bearing capacity for legal payload weights while keeping trailer dead weight below the maximum allowed gross vehicle weight rating (GVWR).
Weight savings of 50–60% compared with equivalent steel flooring translate directly into increased cargo carrying capacity or fuel efficiency improvement.
Bus and rail vehicle flooring: Transit vehicles require flooring that withstands years of heavy pedestrian traffic, is slip-resistant for passenger safety, resistant to cleaning chemicals, and lightweight for energy efficiency.
6061 T6 tread plate meets all these requirements and is specified in municipal bus, commuter rail, and light rail vehicle procurement standards in North America and internationally.
Ramps and dock levelers: Loading dock plates — used to bridge the gap between warehouse dock floors and truck trailer beds — are critical safety items that must support forklift loads of 5,000–10,000 kg while being light enough for manual repositioning.
6061 T6 tread plate dock plates offer significant weight reduction versus steel alternatives while maintaining adequate structural capacity.
The marine environment is among the most demanding corrosion environments for metallic materials, combining chloride-laden salt water, UV radiation, biofouling, and the mechanical stresses of wave action and impact.
While 5xxx-series alloys (particularly 5052, 5083, 5086) generally offer superior corrosion resistance in marine environments, 6061 T6 tread plate finds significant application in marine contexts where its higher strength is required and where surface protection (anodizing or painting) is applied to supplement its inherent corrosion resistance.
Boat decking and cockpit floors: Recreational and commercial vessel decking in 6061 T6 tread plate provides slip resistance in wet conditions — critical for crew safety. Anodized finishes protect against salt water attack and UV degradation.
Gangways, boarding ramps, and pier walkways: Shore-to-vessel and pier-to-pier connections must carry pedestrian traffic while spanning variable gaps, requiring structural stiffness and strength. 6061 T6 spans these requirements while maintaining manageable weight for manual adjustment.
Offshore platform stair treads and grating: Fixed offshore platforms and floating production facilities require non-slip walking surfaces in environments where hydrocarbon contamination and wave splash create extreme slip hazards. 6061 T6 tread plate stair treads, with appropriate surface treatments, meet the relevant marine and offshore safety standards (OSHA, ABS, DNV).
In the construction sector, 6061 T6 aluminum tread plate serves both functional structural roles and aesthetic applications where the distinctive tread plate surface is valued as a design element.
Industrial flooring and mezzanine decking: Warehouse mezzanines, equipment platforms, and factory floor overlays in 6061 T6 tread plate offer rapid installation, long service life with minimal maintenance, and structural capacity adequate for most industrial live loads (2.5–7.5 kPa, depending on application).
Stair treads and nosings: Building code requirements for stair safety in commercial and industrial occupancies drive widespread use of tread plate stair components. The raised pattern provides the required slip resistance; the T6 strength provides adequate load capacity; the aluminum surface resists the outdoor weathering conditions to which exterior stairs are subject.
Elevator interiors: The interior floors of commercial elevators frequently feature 6061 T6 tread plate for its combination of wear resistance, easy cleaning, structural adequacy, and aesthetic appeal.
Decorative architectural cladding: The reflective metallic appearance of aluminum tread plate, particularly in anodized or polished finish, is increasingly specified by architects as a design element for building facades, column cladding, wainscoting, and interior architectural features in commercial and public buildings.
Machine guards and safety covers: Industrial machinery safety enclosures and access panels constructed from 6061 T6 tread plate combine the required structural rigidity with light weight that simplifies handling during maintenance access and reduces loads on machine frames.
Food processing environments: Aluminum is intrinsically compatible with food contact applications — it is non-toxic, easily cleaned, and USDA/FDA compliant. 6061 T6 tread plate walkways and platforms in food processing facilities withstand the rigorous cleaning and sanitizing protocols (steam cleaning, caustic detergents) of food-grade environments.
Catwalks and work platforms: Industrial facilities require elevated walkways for access to process equipment, tanks, and utilities. 6061 T6 tread plate catwalks offer the required structural capacity, non-slip surface, long service life, and low maintenance cost in the demanding chemical and thermal environments of industrial plants.
Military specifications for ground vehicle flooring, aircraft ground support equipment, portable bridging systems, and helicopter landing pads frequently reference 6061 T6 aluminum tread plate, recognizing its combination of structural performance, weight efficiency, and corrosion resistance as uniquely suited to military logistics requirements.
MIL-DTL-32505 and related defense specifications govern military-grade tread plate procurement, often requiring full material traceability and third-party certification.
As detailed in Section V.3, 6061-T6 provides good corrosion resistance under mild to moderate environmental conditions.
For many tread plate applications — truck running boards, warehouse flooring, elevator interiors — the as-rolled or mill finish surface provides adequate corrosion protection throughout the product’s service life with only routine cleaning maintenance.
Where more aggressive environments are anticipated — coastal marine exposure, de-icing salt contact on vehicle applications, chemical plant exposure — surface treatment is required to ensure adequate corrosion protection and service life.
Anodizing is an electrochemical process in which the aluminum surface is converted to a dense, hard aluminum oxide (Al₂O₃) layer by passing direct current through the part immersed in an electrolyte (typically sulfuric acid).
The anodic oxide layer is integral to the aluminum substrate — not a coating that can peel or chip — and provides dramatically enhanced corrosion resistance, surface hardness, and cosmetic durability.
Type II (Architectural) Anodizing: Produced in sulfuric acid electrolyte at standard current density, developing oxide layers of 5–25 µm thickness.
Type II anodizing provides good corrosion resistance for most architectural and commercial applications, excellent dyeability for decorative color options, and surface hardness of approximately 200–300 Vickers (HV) — significantly harder than the base metal (95 HB ≈ 100 HV).
Type III (Hard Anodizing): Produced at lower temperatures and higher current densities in sulfuric acid (sometimes with additives), developing oxide layers of 25–100 µm thickness.
Type III hard anodizing produces surface hardness of 400–600 HV — approaching that of hardened steel — and provides outstanding wear and abrasion resistance in addition to excellent corrosion protection.
Hard-anodized tread plate is specified in demanding applications including aircraft ground support equipment, industrial tooling surfaces, and military vehicle flooring.
Anodizing challenges on tread plate: The raised pattern creates potential for non-uniform current density distribution during anodizing, which can result in thickness variations across the pattern surface.
Quality anodizing on tread plate requires careful fixture design, bath agitation, and process control to achieve uniform oxide thickness across the pattern geometry.
Organic coating systems provide corrosion protection through a barrier mechanism — isolating the metal surface from environmental moisture and electrolytes — rather than the electrochemical passivation mechanism of anodizing.
For tread plate applications exposed to mechanical abrasion (foot traffic, vehicle loading), coating systems must combine good adhesion with adequate hardness and flexibility.
Surface preparation is the most critical determinant of organic coating performance. For 6061 T6 tread plate, surface preparation typically involves degreasing with alkaline cleaner, etching to develop surface profile, and conversion coating (chromate or chrome-free phosphate/zirconate) to provide adhesion promotion and corrosion inhibition at the coating interface.
Epoxy primer + polyester or polyurethane topcoat systems provide excellent adhesion, chemical resistance, and UV stability for outdoor applications.
High-build epoxy systems (60–125 µm DFT) are specified for the most demanding corrosion protection requirements.
Powder coating (thermosetting polyester, epoxy-polyester hybrid) provides good mechanical resistance, cost efficiency for large production volumes, and freedom from solvent emissions (important for environmental compliance).
Powder-coated 6061 T6 tread plate is common in commercial architectural and transportation applications.
Circular saw cutting is the most common method for cutting 6061 T6 tread plate to length and width.
Carbide-tipped blades with 3–6° positive rake angle, fine tooth pitch (6–10 TPI for thick plate), and cutting speeds of 1,500–3,500 m/min provide clean cuts with minimal burring. Coolant/lubricant use is recommended for thick plate.
Plasma cutting enables rapid cutting of any shape in plate up to 25 mm, with moderate edge quality.
The plasma-affected zone (PAZ) introduces heat that locally anneals the T6 microstructure, creating a soft zone analogous to the welding HAZ.
For structural applications where edge zones are load-bearing, plasma-cut edges should be removed by machining.
Waterjet cutting provides precision cutting with no heat-affected zone, excellent edge quality, and the ability to cut complex shapes and contours.
It is the preferred method where dimensional accuracy and edge quality are critical — custom stair treads, decorative architectural elements, and precision structural components.
Waterjet cutting is slower and more expensive per meter than plasma or saw cutting.
Laser cutting of aluminum is feasible but more challenging than for steel due to aluminum’s high reflectivity and thermal conductivity.
High-power fiber lasers (4–12 kW) with nitrogen assist gas can cut aluminum tread plate up to approximately 10 mm, but require specialized optical systems and careful parameter selection to prevent surface burning.
Shearing is suitable for tread plate up to approximately 4–5 mm base thickness, providing rapid straight-line cuts.
The tread plate pattern may be slightly distorted at the shear line, and edge quality is generally lower than saw or waterjet cutting.
Bending 6061 T6 tread plate requires careful attention to minimum bend radius to avoid cracking at the outer tension surface.
The minimum bend radii recommended by the Aluminum Association for 6061-T6 sheet and plate are:
| Thickness (mm) | Minimum Bend Radius (transverse) | Minimum Bend Radius (longitudinal) |
| 1.6 | 3.2 mm (2t) | 4.8 mm (3t) |
| 2.0 | 4.0 mm (2t) | 6.0 mm (3t) |
| 3.0 | 7.5 mm (2.5t) | 10.5 mm (3.5t) |
| 4.0 | 12.0 mm (3t) | 16.0 mm (4t) |
| 6.0 | 24.0 mm (4t) | 30.0 mm (5t) |
Pattern orientation relative to the bend line is an important practical consideration.
Bending with the ribs parallel to the bend line (bending across the ribs) creates stress concentrations at the rib bases and requires larger minimum radii than bending with ribs perpendicular to the bend line.
Where tight bends are required, annealing to O temper before forming and re-heat treating to T6 afterward — while adding cost — enables forming to much smaller radii without cracking.
MIG (GMAW) welding is the most common welding process for 6061 T6 tread plate fabrication. Recommended filler alloys are:
Shielding gas for MIG welding of aluminum is typically 100% argon (flow rate 15–20 L/min).
AC power (for TIG) or DC+ polarity (for MIG) provides the necessary cathodic cleaning action to remove the aluminum oxide surface layer during welding.
TIG (GTAW) welding provides higher weld quality and precision than MIG and is preferred for critical structural welds, thin-gauge material, and aesthetic-quality joints.
AC current with high-frequency start is standard for aluminum TIG.
Friction Stir Welding (FSW): For high-performance or aerospace-adjacent applications, FSW offers solid-state joining that eliminates the molten pool and dramatically reduces the HAZ strength degradation associated with fusion welding.
FSW of 6061-T6 produces joint efficiencies of 85–95% of parent metal strength, compared with 55–75% for fusion-welded joints.
FSW is increasingly used in transportation (ship decking, rail vehicle floor panels) and defense applications.
Pharmaceutical and critical-use applications of 6061 T6 tread plate require full material traceability from slab to finished product.
The primary certification document is the Mill Test Report (MTR), which records actual chemical composition (by heat), mechanical test results (by lot), heat treatment parameters, and dimensional inspection results.
MTRs are generated per EN 10204:2004 Type 3.1 (certified by the mill) or Type 3.2 (certified by an independent third party).
For government and defense procurement, additional certifications including Certificate of Conformance (CoC) to applicable military specifications, material identification markings, and country of origin documentation may be required.
Production alloy compliance is verified by optical emission spectrometry (OES) on solidified samples taken from each casting heat.
OES provides rapid, accurate quantification of all specified elements simultaneously. X-ray fluorescence (XRF) analysis — available in portable, handheld instruments — enables in-field verification of alloy identity on received material, providing a critical safeguard against alloy mix-ups (substitution of non-compliant alloy for specified 6061).
Tensile testing per ASTM E8 requires extraction of standard flat or round bar test specimens from the plate material.
For tread plate, specimens are typically taken from the base metal area (avoiding pattern ribs), with the long axis of the specimen parallel and transverse to the rolling direction.
Full compliance requires both UTS and yield strength to meet or exceed the ASTM B632 minimums (310 MPa UTS, 276 MPa YS for T6) with elongation ≥ 8%.
Brinell hardness testing (ASTM E10) using a 500 kg load and 10 mm ball provides a rapid quality check for T6 temper verification.
6061-T6 nominal hardness of 95 HB is well above the annealed or T4 values (30 HB and approximately 65 HB, respectively), allowing quick detection of under-aging or annealed material masquerading as T6.
Ultrasonic testing (UT) per ASTM B594 or EN 10160 is used to detect internal laminations, inclusions, and porosity in thick tread plate.
C-scan immersion UT or contact pulse-echo UT can map the full plate area for internal defect indications exceeding specified acceptance criteria.
Eddy current testing is employed for detection of near-surface cracks, laps, and other surface-connected defects.
Automated eddy current systems integrated into rolling mill lines provide 100% surface inspection capability at production speeds.
Steel checker plate (typically A36 or A572 mild steel) is the primary competitive alternative to aluminum tread plate in many structural applications.
The choice between the two materials involves trade-offs across multiple performance and economic dimensions:
| Criterion | 6061 T6 Aluminum | A36 Steel |
| Density (g/cm³) | 2.70 | 7.85 |
| Weight (relative, same thickness) | 1× | 2.9× |
| Tensile Strength (MPa) | 310 | 400–550 |
| Strength-to-weight ratio | 115 MPa·cm³/g | 51–70 MPa·cm³/g |
| Corrosion resistance | Good (no coating needed in mild environments) | Poor (requires coating or galvanizing) |
| Maintenance requirement | Low | Moderate to high |
| Electrical conductivity | 43% IACS | ~3% IACS |
| Thermal conductivity (W/m·K) | 167 | 50 |
| Weldability | Good (with proper filler) | Excellent |
| Relative material cost (per kg) | ~3–5× higher | Lower |
| Relative lifecycle cost | Comparable to lower (less maintenance) | Higher in corrosive environments |
| Typical application advantage | Weight-sensitive, corrosive environments | High-load, low-corrosion, cost-sensitive |
The aluminum tread plate’s superior strength-to-weight ratio (approximately 2× that of steel plate on a mass basis), combined with its inherent corrosion resistance, makes it the preferred choice in transportation, marine, and outdoor construction applications despite its higher initial material cost.
The lifecycle cost of aluminum tread plate — accounting for reduced maintenance, longer service life, and payload/efficiency gains from weight reduction — is frequently lower than steel for these applications.
| Property | 6061-T6 | 5052-H32 | 3003-H14 | 6063-T6 | 5086-H32 |
| UTS (MPa) | 310 | 228 | 150 | 241 | 290 |
| YS (MPa) | 276 | 193 | 130 | 214 | 207 |
| Elongation (%) | 12 | 12 | 8 | 8 | 10 |
| Corrosion resistance | Good | Excellent | Excellent | Good | Excellent |
| Best application | Structural, general | Marine, mild structural | Light decorative | Architectural | Marine structural |
| Weldability | Good | Excellent | Excellent | Good | Excellent |
Fiber-reinforced plastic (FRP) grating competes with aluminum tread plate in corrosive industrial environments where neither standard aluminum’s corrosion resistance nor steel’s weight is acceptable:
| Criterion | 6061 T6 Tread Plate | FRP Grating |
| Weight (approximate, kg/m²) | 8–30 (by thickness) | 5–10 |
| Corrosion resistance | Good | Excellent (chemical-specific) |
| Electrical conductivity | High | Non-conductive (advantage in electrical hazard areas) |
| Structural load capacity | High (solid plate) | Moderate (open grating) |
| Impact resistance | Excellent | Moderate (brittle) |
| Drainage | Poor (solid plate) | Excellent (open grating) |
| UV resistance | Good (anodized) | Moderate (degrades over time) |
| Recyclability | Excellent | Poor |
| Cost | Moderate | Higher initial; similar lifecycle |
6061 T6 aluminum tread plate is a material of remarkable versatility, engineered performance, and broad industrial significance.
The deliberate combination of the 6061 alloy’s Mg-Si precipitation hardening chemistry with the T6 peak-aged temper delivers yield strength five times that of the annealed alloy, enabling a single material to address the structural requirements of truck trailer flooring, offshore platform stair treads, military vehicle access panels, and architectural building elements with equal authority.
The distinctive raised pattern that defines tread plate as a product category simultaneously provides slip resistance for personnel safety, surface stiffness for structural efficiency, and a visual identity associated globally with industrial quality and durability.
The manufacturing process that produces T6 tread plate — from DC-cast slab through hot rolling with pattern embossing, solution heat treatment, quenching, and artificial aging — represents a sophisticated integration of physical metallurgy, thermomechanical processing, and precision quality control.
Each stage of this process is governed by tightly specified standards (ASTM B632, ASTM B209, AMS 2770, EN 1386) that ensure the delivered product performs to the mechanical and dimensional properties that structural engineers rely upon in their designs.
The sustainability case for 6061 T6 aluminum tread plate is nuanced but ultimately favorable.
While primary aluminum production carries significant energy and carbon intensity, aluminum’s exceptional recyclability (with 95% energy savings vs. primary production), its long service life in corrosion-resistant applications, and the weight savings it enables in transportation applications combine to produce lifecycle environmental performance that is competitive with or superior to steel alternatives in many use cases.
The growing availability of low-carbon, ASI-certified aluminum is further improving the sustainability profile of tread plate products.





3105 Aluminum Sheet is adding some other elements on the basis of pure aluminum, such as cu, mg, si, mn, etc., the purpose is to improve the strength of aluminum alloy

Henan Huawei Aluminum provides jumbo rolls of household aluminum foil, 8011 alloy, 1235 alloy Household Aluminum foil application for barbecue, food wrapping, etc.

Upgrade your roof with high-quality aluminum roofing sheets. Experience long-lasting protection and enhance your home's aesthetics with our stylish and durable roofing solution

Discover premium PVDF color coated aluminium sheets with excellent durability, UV resistance, and vibrant color retention. Perfect for architectural, industrial, and decorative applications.

Pharmaceutical foil, also known as medical-grade foil or blister foil, 8011,8021,8079 aluminum foil common used for Pharmaceutical packaging foil.

1/8 aluminum sheet is often used in the manufacture of tanks and ships because of its strong hardness and corrosion resistance, etc.
No.52, Dongming Road, Zhengzhou, Henan, China
Henan Huawei Aluminum Co., Ltd, One Of The Biggest Aluminum Supplier In China Henan,We Are Established In 2001,And We Have rich experience in import and export and high quality aluminum products
Mon – Sat, 8AM – 5PM
Sunday: Closed
© Copyright © 2023 Henan Huawei Aluminium Co., Ltd
Latest Comments
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚みで曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※簡単に言いますと約1000mmの側溝に渡して真ん中で200kg耐えられるかという事になります 又、そのような製品があるようでしたらその重量、価格をおしえていただけますか 現在はコンパネ板を使用してますが腐ると折れてしまい人が側溝に落ちてけがをしてます 出来ましたらメールでお返事をいただけますか
アルミハニカムパネルについてお聞きしたいのですが L1500×W700×厚み で曲げに対して200kgg耐えられるには厚みはどのくらいでしょうか ※約1000mmの側溝に渡して200kg耐えられるかとなります その製品の重量、価格をおしえていただけますか
Hi, do you have laser-engraved black anodized aluminum certified for outdoor use?
Sehr geehrte Damen und Herrn, Wir sind auf der Suche nach Oxidiertenm Aluminium Platten material für einen Architektenentwurf den wir anbieten. Die Architektin möchte "altes und Oxidiertes" Alu Materail einsetzten um den Vintage-Look ihres Entwurfs zu ergänzen (mit Vintage Spiegeln optik wie alte Spiegel die zum teil "blind" sind! Wir würden uns freuen wenn sie uns bei diesem Thema unterstützen könnten. Mit freundlichen Grüßen aus Düsseldorf, Oliver Erkens Projektleiter Tel.: +49 (0)211 41 79 34-24 Fax: +49 (0)211 41 79 34-33 Mobil: +49 (0)170 91 50 320 E-Mail:[email protected] Web: www.bs-exhibitions.de
Buonasera , abbiamo interesse ad acquistare i vostri materiali, siamo una trading di prodotti in alluminio.